Popular PLC Communication Protocols: Modbus, Profinet, and Profibus in Industrial Automation
In the modern industrial ecosystem, a Programmable Logic Controller (PLC) is more than a standalone logic unit. It is the “brain” that must communicate with thousands of sensors, actuators, and SCADA systems in real-time. Field engineers—both beginners and veterans—often struggle to determine the most efficient “language” for their systems.
As a PLC solution provider with experience in thousands of system integrations across various sectors, we understand that choosing the wrong communication protocol is more than a technical error. It directly impacts long-term operational cost efficiency. This article analyzes the three giants: popular PLC communication protocols Modbus Profinet Profibus.
Why Communication Protocols are the Heart of Automation?
Imagine a PLC as an orchestra conductor. For the music to be harmonious, the conductor must provide clear instructions to every musician. If the conductor speaks Mandarin while the violinist only understands English, chaos ensues.
A communication protocol is that language. Without the right protocol, data from the field will not reach the monitoring system, resulting in costly downtime and critical system failures. Understanding popular PLC communication protocols Modbus Profinet Profibus is essential for any modern automation setup.
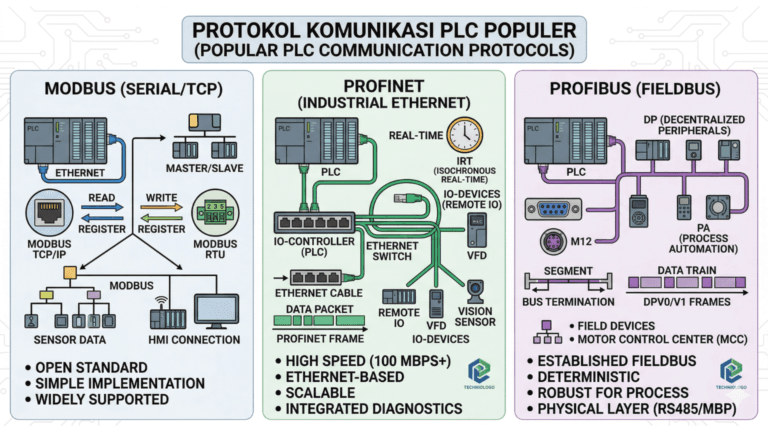
1. Characteristics and Implementation of Modbus in Industry
Modbus is the “grandfather” of the industrial world and remains highly relevant today. First published in 1979, its simplicity has made it a de facto standard.
Why Does Modbus Remain a Top Choice?
- Open Source & Royalty-Free: Almost all industrial devices support Modbus. Engineers can build their own Modbus stacks on microcontrollers using C at a low cost. This accessibility makes it a powerful tool in the software world.
- Simple Structure: It utilizes a Master/Slave concept (or Client/Server in Modbus TCP). To analyze Modbus, you need to understand four basic data types. The first is Coils: 1-bit size with read and write access. They control digital outputs (ON/OFF), such as starting a motor, opening a solenoid valve, or activating an alarm.
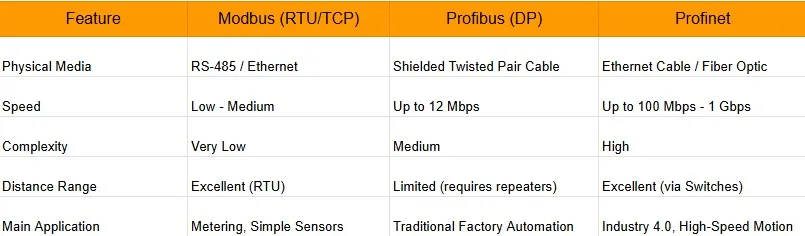
- Media Flexibility: It runs on serial cables (RS-232, RS-485) as Modbus RTU, or over Ethernet networks as Modbus TCP. It is highly resilient against industrial noise.
- The TCP Advantage: Modbus TCP (Ethernet) uses Port 502. The Slave ID is replaced by an IP Address, and speeds jump from kilobits to megabits. Modern gateways can now convert Modbus RTU directly to MQTT for IoT and Cloud needs, keeping it relevant for Industry 4.0.
Simple Analogy: Modbus is like sending a letter through the post. You write the address (Device ID) and the message (Data register). While not as fast as modern instant messaging, it is extremely reliable for long distances and systems that do not require millisecond-level speed.
2. Profibus: Reliability in Harsh Factory Environments
Profibus (Process Field Bus) stands as a dominant communication standard in Europe, widely utilized in factory automation (Profibus DP) and process automation (Profibus PA).
Strategic Advantages of Profibus:
- High-Speed Serial Performance: Profibus significantly outperforms Modbus RTU in handling mass I/O. It reaches bandwidth speeds up to 12 Mbps, compared to the 9.6 kbps to 115.2 kbps range typical of Modbus RTU. The protocol employs a token passing method, ensuring every device communicates at a predictable interval. This predictability is critical for high-speed motor control and large-scale I/O management, where a single Master can handle up to 125 Slave devices without performance degradation.
- Deep Diagnostics: This protocol provides detailed status information, simplifying preventive maintenance. Profibus devices report specific errors like wire breaks, short circuits, or internal module failures. Furthermore, every device utilizes a GSD (General Station Description) file, allowing the control system to automatically recognize device identities and capabilities. This data accelerates the MTTR (Mean Time To Repair) because technicians identify the exact failure point immediately without manual cable checks.
- Superior Noise Resistance: Engineers designed Profibus for environments with high electromagnetic interference from large motors and transformers. It uses an enhanced RS-485 physical standard with iconic purple shielded cables. Balanced differential signaling cancels out external electrical noise, maintaining data integrity even when cables run near high-voltage power lines. Active termination at both network ends prevents signal reflections that could corrupt data.
Simple Analogy: If Modbus is a post office, Profibus is a specialized wired intercom system in an office building. Everyone connects to a robust, stable line with highly organized speaking rules.
3. Profinet: The Ethernet-Based Industry 4.0 Evolution
As the successor to Profibus, Profinet elevates automation to the next level by leveraging standard Ethernet infrastructure. It is not merely “Profibus over Ethernet”; it is an entirely new and significantly more powerful protocol. This makes it a cornerstone among popular PLC communication protocols Modbus Profinet Profibus.
Read Also: Understanding Automation Synergy: What is SCADA and Its Relationship with PLC?
Why are Modern Engineers Switching to Profinet?
- Real-Time Data: It facilitates data exchange within microseconds using Isochronous Real-Time (IRT) capabilities.
- IT & OT Integration: Since it is Ethernet-based, Profinet simplifies the integration of factory floor data directly into office systems like ERP and the Cloud.
- Flexible Topology: It supports various network layouts, including star, tree, line, and ring topologies for system redundancy.
Simple Analogy: Profinet is like a high-speed fiber-optic internet connection with 4K video calling features. You can send massive amounts of data incredibly fast and perform multiple tasks simultaneously without any lag.
Case Study: Optimizing an Automated Food Packaging System
One of our clients, a large-scale food manufacturing company, faced significant hurdles on their packaging line. Initially, they utilized a mix of sensors communicating via Modbus RTU.
- The Problem: As production volume increased, data delays occurred between the weight sensors and the robotic arms. This lag caused a 15% packaging failure rate.
- The Solution: We recommended a migration to a Profinet-based system. By upgrading the communication backbone to Profinet:
- Perfect Synchronization: The robotic arm and weight sensors now communicate in cycles under 1ms.
- Media Redundancy: Implementing a Ring topology ensures the system remains operational even if an Ethernet cable is disconnected.
- The Result: The failure rate plummeted to less than 1%, and production capacity surged by 25%.
Engineer Insight: Do not force a low-cost protocol like Modbus into applications requiring high precision and rapid motion control. Selecting the right option among popular PLC communication protocols Modbus Profinet Profibus is a business-critical decision.
Frequently Asked Questions (FAQ) About PLC Protocols
1. Can I connect Modbus devices to a Profinet network?
Yes. You need a Gateway or Protocol Converter. As a solution provider, we often recommend this for companies looking to upgrade their systems gradually without discarding functional older sensors. This is a common strategy when managing popular PLC communication protocols Modbus Profinet Profibus.
2. Which protocol is better for long distances (>500 meters)?
Modbus RTU (RS-485) is exceptionally robust for long distances. However, Profinet with Fiber Optic cabling is the superior choice if you require high speeds across very long ranges.
3. Why is Profibus still in use now that Profinet is available?
Many factories have existing Profibus cabling infrastructure that has been in place for decades. If the current system is stable and does not require complex IoT integration, Profibus remains a highly reliable and proven choice.
Conclusion: Which One Should You Choose?

Choosing a protocol is not about finding the “most advanced” option, but rather the “most appropriate” one for your specific needs.
- Choose Modbus if you prioritize low cost, simplicity, and the integration of diverse third-party devices, such as inverters or power meters.
- Choose Profibus if you operate in heavy industrial environments with an existing Siemens or European-standard ecosystem and require proven physical cable durability.
- Choose Profinet if you are building for the future (Industry 4.0), require extreme speeds, need multi-axis motion control, or necessitate seamless data integration with IT systems.
As your automation solution partner, we are ready to help design the most efficient communication architecture for your production floor. Avoid costly trial-and-error by consulting our technical team regarding your system needs. Reach out via WhatsApp at +62 821 1404 4968 to get started. Understanding these popular PLC communication protocols Modbus Profinet Profibus is your first step toward a smarter factory.