Mengatasi Lampu Indikator ERROR/FAULT pada PLC: Panduan Lengkap untuk Teknisi Pemula
Menghadapi lampu indikator ERROR atau FAULT yang tiba-tiba menyala merah pada PLC (Programmable Logic Controller) sering kali memicu kepanikan, terutama bagi mahasiswa atau teknisi yang baru saja terjun ke lapangan. Saya pernah berada di posisi itu—berdiri di depan panel mesin produksi yang berhenti total, sementara tekanan dari atasan mulai terasa.
Namun, seiring berjalannya waktu, saya menyadari bahwa lampu merah tersebut bukanlah “vonis mati” bagi mesin, melainkan cara PLC berkomunikasi dengan kita. Dalam artikel ini, saya akan membagikan panduan sistematis berbasis pengalaman saya dalam mendiagnosis dan mengatasi kegagalan sistem PLC.
Mengapa PLC Anda “Protes”? Memahami Analogi Sistem Saraf
Sebelum kita masuk ke teknis, mari kita gunakan analogi sederhana. Bayangkan PLC adalah otak manusia, sensor adalah saraf sensorik (mata, kulit), dan motor atau kontaktor adalah otot.
Lampu ERROR pada PLC mirip dengan rasa sakit atau demam pada tubuh kita. Itu adalah sinyal bahwa ada sesuatu yang tidak sinkron antara instruksi otak dan respons anggota tubuh. Tugas kita bukan sekadar mematikan lampu tersebut, melainkan mencari tahu “infeksi” apa yang terjadi di dalam sistem.
1. Membedakan Musuh: Fatal Error vs. Non-Fatal Error
Langkah pertama yang selalu saya lakukan adalah mengidentifikasi jenis kesalahan berdasarkan perilaku lampu indikatornya.
Kesalahan Fatal (Fatal Error)
Biasanya ditandai dengan lampu ERROR/FAULT berwarna merah solid dan CPU PLC langsung berpindah ke mode STOP. Dalam kondisi ini, seluruh output dimatikan demi keamanan.
- Penyebab: Kerusakan hardware CPU, kesalahan memori, atau watchdog timer error.
Kesalahan Non-Fatal (Non-Fatal Error)
Biasanya ditandai dengan lampu ERROR yang berkedip atau warna kuning/amber. Mesin mungkin masih berjalan, tetapi ada fungsi tertentu yang tidak bekerja.
- Penyebab: Kehilangan komunikasi dengan modul I/O ekspansi, baterai cadangan lemah, atau kesalahan kalkulasi matematis dalam program (misal: pembagian dengan angka nol).
2. Mengenal Karakteristik Error pada Brand Populer
Setiap produsen memiliki “bahasa” sendiri. Berdasarkan pengalaman saya, berikut adalah poin-poin yang perlu Anda perhatikan pada merek-merek besar:
- Siemens (S7-1200/1500): Perhatikan lampu SF (System Fault) atau BF (Bus Fault). Lampu BF biasanya merujuk pada masalah komunikasi jaringan seperti PROFINET atau PROFIBUS.
- Schneider Electric (Modicon): Seringkali menggunakan lampu ERR dan I/O. Jika lampu I/O menyala, kemungkinan besar ada masalah pada modul input atau output fisik, bukan pada CPU.
- Omron (CP1H/CJ2): Memiliki indikator ERR/ALM. Merah solid berarti fatal, sedangkan berkedip berarti alarm (non-fatal).
- Allen Bradley (CompactLogix): Indikator OK akan berubah menjadi merah jika terjadi Major Fault.
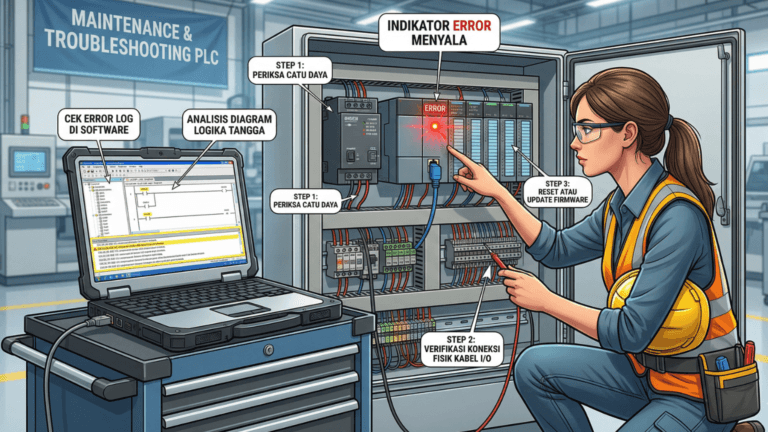
3. Langkah Sistematis Troubleshooting: Metode 4 Tahap
Jangan terburu-buru membongkar kabel. Saya selalu menyarankan urutan pemeriksaan berikut:
Tahap A: Pemeriksaan Catu Daya (Power Supply)
Hampir 30% masalah PLC yang saya temui berakar pada tegangan yang tidak stabil.
- Gunakan multimeter untuk memastikan tegangan input (biasanya 220V AC atau 24V DC) sesuai spesifikasi.
- Periksa apakah ada noise elektrikal yang mengganggu stabilitas power supply.
Tahap B: Pemeriksaan Modul I/O dan Kabel
Jika CPU normal tetapi mesin tidak merespons, periksa lampu indikator pada masing-masing modul I/O.
- Apakah ada kabel yang kendur akibat getaran mesin?
- Apakah ada sensor yang kotor atau terhalang sehingga mengirimkan sinyal “palsu”?
Tahap C: Mengintip “Isi Hati” PLC melalui Software
Ini adalah cara yang paling akurat. Hubungkan laptop Anda ke PLC menggunakan software terkait (seperti TIA Portal, CX-Programmer, atau Studio 5000).
- Cari Menu Diagnostic Buffer / Error Log: Di sinilah PLC mencatat dengan detail apa yang terjadi, kapan terjadinya, dan kode error spesifiknya.
- Contoh: Software mungkin akan memunculkan pesan “I/O Point Address 0.05 Short Circuit”. Ini jauh lebih membantu daripada sekadar melihat lampu merah, bukan?
Tahap D: Verifikasi Program
Kadang-kadang, error terjadi karena logika program yang masuk ke dalam infinite loop atau mencoba mengakses alamat memori yang tidak ada.
4. Studi Kasus: “Misteri Matinya Mesin Packing di Jam 3 Sore”
Saya pernah menangani kasus di sebuah pabrik makanan di mana PLC sering mengalami Fault setiap sore hari. Setelah saya telusuri menggunakan Diagnostic Buffer, muncul pesan “Expansion Rack Communication Loss”.
Hasil Investigasi: Ternyata, getaran dari mesin pemotong di dekatnya membuat kabel komunikasi antara CPU dan modul ekspansi sedikit longgar. Di sore hari, suhu ruangan meningkat yang membuat material kabel memuai, memperparah koneksi yang longgar tersebut. Solusi: Saya mengganti kabel komunikasi dengan pengunci yang lebih kuat dan menambahkan peredam getaran pada panel PLC. Masalah selesai.
5. Perawatan Preventif: Mencegah Lebih Baik daripada Memperbaiki
Sebagai calon ahli, Anda harus proaktif. Inilah daftar periksa yang wajib dilakukan secara berkala:
- Ganti Baterai Cadangan: Jangan tunggu sampai lampu BATT LOW menyala. Ganti setiap 1-2 tahun untuk menjaga agar program tidak hilang saat mati lampu.
- Kebersihan Panel: Debu bersifat konduktif. Gunakan vacuum cleaner khusus (jangan kompresor udara biasa yang mengandung uap air) untuk membersihkan debu di celah ventilasi PLC.
- Kencangkan Terminasi: Lakukan pengecekan baut kabel setiap 6 bulan sekali.
- Backup Program: Selalu simpan salinan program terbaru di cloud atau flashdisk.
FAQ (Frequently Asked Questions)
Q: Apakah aman melakukan ‘Reset’ atau ‘Power Cycle’ saat PLC Error?
Bisa dilakukan sebagai langkah awal, namun itu hanya menghapus gejala, bukan menyembuhkan penyakit. Jika error muncul lagi, Anda wajib melihat Diagnostic Buffer.
Q: Mengapa lampu RUN dan ERROR menyala secara bersamaan?
Biasanya ini menandakan adanya minor fault atau kondisi paksaan (Force) pada beberapa alamat I/O dalam program.
Kesimpulan: Jangan Takut pada Lampu Merah
Menjadi teknisi PLC yang andal bukan berarti Anda tahu segalanya di luar kepala, tetapi Anda tahu ke mana harus mencari informasi saat terjadi kegagalan. Gunakan software diagnostik sebagai sahabat terbaik Anda, dan selalu mulai dari pemeriksaan fisik yang sederhana.
Dunia otomasi sangat luas, dan memahami cara kerja indikator error adalah langkah awal Anda menjadi seorang profesional yang dicari di industri.