Contoh Program PLC Industri: Dasar Logika, Ladder Diagram, dan Aplikasinya di Pabrik
Coba Bayangkan sebuah pabrik raksasa yang bekerja 24 jam nonstop tanpa hanti dan lelah. Di balik gerakan lengan robot, ban berjalan (conveyor), hingga pengisian botol minuman yang presisi, ada satu “otak” kecil namun sangat kuat yang mengendalikan semuanya. Itulah PLC.
Ayo kita bedah apa itu PLC dan mengapa perangkat ini menjadi jantung dari revolusi industri modern.
Apa Itu Program PLC Industri dan Mengapa Penting di Sistem Otomasi?
PLC adalah singkatan dari Programmable Logic Controller. Jika diterjemahkan secara sederhana, PLC adalah komputer khusus industri yang dirancang untuk mengontrol mesin-mesin secara otomatis.
Berbeda dengan laptop atau komputer rumah yang ringkih, PLC didesain “tahan banting”. Ia bisa bekerja di lingkungan yang ekstrem—penuh debu, suhu panas, hingga getaran mesin yang kuat.
Cara Kerja PLC (Input → Proses → Output)
PLC bekerja dengan logika yang sangat simpel:
- Input: PLC menerima sinyal dari sensor (misalnya: sensor suhu, tombol tekan, atau sensor batas barang).
- Proses: PLC memeriksa instruksi atau kode yang sudah diprogram di dalamnya.
- Output: PLC mengirimkan perintah ke perangkat luar (misalnya: menyalakan motor, membuka katup air, atau menyalakan lampu peringatan).
Mengapa PLC Sangat Penting di Sistem Otomasi?
Tanpa PLC, pabrik akan sangat kacau dan tidak efisien. Berikut adalah alasan mengapa PLC menjadi komponen wajib:
- Keandalan Tinggi: Jarang mengalami hang atau crash dibandingkan komputer biasa.
- Fleksibilitas: Jika alur kerja mesin ingin diubah, Anda tidak perlu membongkar kabel. Cukup ubah program di dalamnya.
- Skalabilitas: Bisa mengontrol satu mesin kecil hingga seluruh sistem produksi yang kompleks.
- Diagnosa Cepat: Jika terjadi kerusakan, PLC bisa memberitahu bagian mana yang bermasalah melalui indikator lampu atau pesan di layar.
Pengertian program PLC dalam konteks industri manufaktur
Dunia manufaktur modern saat ini tidak lagi mengandalkan tenaga manusia untuk menekan tombol setiap detik. Di balik kecanggihan pabrik otomotif hingga pabrik makanan, terdapat “otak” elektronik yang bekerja tanpa henti.
Mari kita bahas secara mendalam mengenai Program PLC dalam bahasa yang sederhana namun tetap berbasis referensi teknis yang kuat.
Contoh Program PLC Industri dalam Kehidupan Nyata
Untuk memberikan gambaran nyata bagi artikel Anda, berikut adalah contoh program PLC industri yang paling umum ditemukan di pabrik:
1. Sistem Ban Berjalan (Conveyor Belt)
Skenario: Ban berjalan hanya boleh bergerak jika ada barang di atasnya dan tombol “Start” sudah ditekan.
- Input: Tombol Start dan Sensor Berat. Sensor ini harus punya ambang batas dalam menjalankan prosesnya. Karena kalau kena getaran ataupun debu di ga boleh nyala. Jadi ini penting banget untuk diperhatikan. Keliatannya sepele, tapi berpengaruh dalam proses berjalannnya mesin dan untuk tombol start ada logika pengunci program agar mesin tetap berjalan walapun sudah selesai di tekan.
- Logika: JIKA (Tombol Start ON) DAN (Sensor Berat ON), MAKA (Motor Nyala). Penjelasannya seperti ini ketika barang sudah di ujung ban lalu sensor sudah tidak mendeteksi barang mesin secara otomatis akan mati, karena mesin mendeteksi berat yang hilang. Namun yang jadi bahaya ketika ternyata masih ada barang ditengah. Pada hal ini mesin butuh timer of delay dengan fungsi mesin tetap berjalan beberapa detik setelah sensor berat sudah mati atau “OFF” sampai barang sudah benar-benar tidak ada yang tersisa di dalam mesin.
- Fungsi: Menghemat energi listrik karena mesin tidak menyala saat kosong. Saat motor listrik (induksi) pertama kali dinyalakan, dia butuh arus 5–7 kali lipat lebih besar dari arus normalnya. Kalau barang lewat terlalu sering dan motor mati-nyala (start-stop) setiap 5 detik, tagihan listrik malah bisa bengkak, dan motor cepat panas (overheat).
2. Mesin Pengisian Botol Otomatis (Bottle Filling)
Skenario: Botol bergerak di ban berjalan, berhenti tepat di bawah keran, diisi hingga penuh, lalu jalan lagi.
- Input: Sensor Posisi Botol dan Sensor Level Cairan.
- Logika: JIKA (Botol di bawah keran) MAKA (Hentikan Motor & Buka Katup Cairan). JIKA (Cairan Penuh) MAKA (Tutup Katup & Jalankan Motor).
Peran PLC dalam menggantikan sistem relay konvensional
Dulu, sebelum era digital masuk ke pabrik, mesin-mesin dikendalikan oleh ratusan hingga ribuan kabel yang terhubung ke perangkat bernama Relay. Sistem ini sangat rumit dan sering disebut sebagai “Logika Kabel” (Hard-wired Logic).
Apa Itu Sistem Relay Konvensional?
Relay adalah saklar elektrik. Untuk menjalankan satu mesin sederhana, teknisi harus menyambungkan banyak relay menggunakan kabel fisik.
Masalah utamanya adalah:
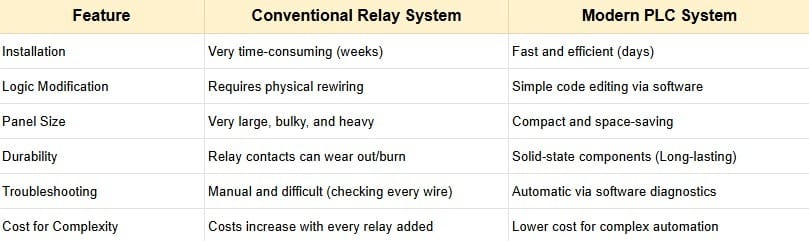
- Ukuran Raksasa: Panel kontrol bisa sebesar lemari pakaian hanya untuk mengontrol satu mesin.
- Sulit Dimodifikasi: Jika ingin mengubah cara kerja mesin, teknisi harus memotong kabel dan memasang ulang semuanya.
- Sulit Melacak Kerusakan: Jika ada satu kabel yang putus di antara ribuan kabel, mencari sumber masalahnya bisa memakan waktu berhari-hari.
Bagaimana PLC Menggantikan Relay?
Menurut jurnal teknologi dari ScienceDirect, transisi dari relay ke PLC adalah titik balik efisiensi manufaktur. PLC mengambil alih ribuan koneksi kabel fisik tersebut dan mengubahnya menjadi baris kode digital.
1. Dari Kabel Fisik ke Logika Program
Di sistem relay, logika “JIKA tombol ditekan MAKA lampu nyala” dibuat dengan kabel. Di PLC, hubungan ini dibuat di dalam software. Inilah mengapa istilah Contoh program PLC industri menjadi sangat penting karena semua kendali kini ada di ujung jari pemrogram, bukan di tang pemotong kabel.
2. Penghematan Ruang (Kompak)
Satu unit PLC sekecil kotak sepatu bisa menggantikan satu rak penuh relay yang berat. Ini membuat ruang produksi di pabrik menjadi lebih luas dan bersih.
3. Kecepatan Diagnosa (Troubleshooting)
Berdasarkan artikel dari Automation.com, PLC memiliki fitur diagnostik internal. Jika mesin berhenti, programmer cukup melihat layar komputer untuk mengetahui sensor mana yang tidak aktif, tanpa harus mengetes ribuan kabel satu per satu.
Simulasi Perubahan: Relay vs PLC
Mari kita lihat perbandingannya dalam skenario industri:
Contoh Program PLC Industri: Pengganti Logika Relay
Dalam sistem lama, untuk membuat lampu berkedip, Anda butuh relay khusus yang mahal. Dalam PLC, kita hanya butuh satu baris instruksi “Timer”.
Skenario: Kontrol Gerbang Otomatis Pabrik
- Dulu (Relay): Butuh sensor, relay waktu, relay pengunci, dan kabel yang sangat rumit untuk memastikan gerbang tidak menjepit mobil.
- Sekarang (PLC): Semua logika keamanan (safety logic) dimasukkan ke dalam Contoh program PLC industri. Jika sensor mendeteksi benda, program langsung memerintahkan motor untuk berhenti dalam hitungan milidetik.
Pengertian scan cycle pada PLC industri
Dalam dunia otomasi, PLC tidak bekerja seperti otak manusia yang bisa memikirkan banyak hal sekaligus secara acak. PLC bekerja dengan metode yang sangat disiplin dan berulang karena PLC nggak boleh berubah urutannya dan itu disebut sebagai Scan Cycle (Siklus Pemindaian).
Apa Itu Scan Cycle pada PLC?
Scan Cycle adalah proses berulang di mana PLC membaca input, menjalankan program, dan memperbarui output. Bayangkan seorang pengawas pabrik yang berjalan berkeliling memeriksa setiap mesin satu per satu, mencatat statusnya, lalu memberikan perintah baru, dan mengulangi rute yang sama terus-menerus.
Menurut referensi dari PLC Academy dan buku teks standar Programmable Logic Controllers oleh Frank Petruzella salah satu penulis buku di dunia PLC, beberapa tulisannya pernah jadi bahan belajar baik untuk orang yang baru mulai belajar ataupun yang sudah berpengalaman sekalipun, oke balik lagi ke bahasan awal, didalam Scan cycle, satu siklus pemindaian ini (Input scan, Program scan & Output scan) terjadi sangat cepat, biasanya hanya dalam hitungan milidetik (ms).
3 Tahap Utama dalam Satu Scan Cycle
Setiap kali PLC bekerja, ia akan selalu melewati tiga tahapan utama secara berurutan:
1. Check Input Status (Input Scan)
PLC memeriksa status semua perangkat input (seperti sensor, tombol, atau saklar). Status ini (apakah ON atau OFF) kemudian disimpan dalam tabel memori sementara yang tersimpan di dalam RAM PLC yang disebut Input Image Table agar tidak langsung membaca sensor, karena kalau tiba-tiba langsung membaca sensor, logikanya bisa berantakan jadi proses scan cyclenya tidak berjalan berurutan.
Penting: PLC tidak akan melihat perubahan input yang terjadi di tengah-tengah tahap berikutnya sampai siklus baru dimulai lagi.
2. Execute Program (Program Scan)
Di tahap inilah contoh program PLC industri yang Anda buat (seperti Ladder Logic) diproses. PLC membaca kode dari atas ke bawah, baris demi baris. Ia menggunakan status input yang sudah dicatat tadi untuk menentukan apa yang harus dilakukan.
3. Update Output (Output Scan)
Setelah selesai menghitung logika program, PLC akan memperbarui perangkat output (seperti menyalakan motor, lampu, atau membuka katup). Data diambil dari Output Image Table dan dikirimkan ke terminal fisik mesin.
Mengapa Scan Cycle Penting untuk Keamanan?
Berdasarkan jurnal penelitian dari International Journal of Control and Automation, kecepatan scan cycle sangat krusial. Jika sebuah sensor mendeteksi tangan manusia masuk ke area berbahaya pada mesin pemotong, PLC harus mampu memproses informasi tersebut dan mematikan mesin dalam waktu kurang dari 10-20 milidetik untuk mencegah kecelakaan.
Contoh Program PLC Industri dalam Scan Cycle
Mari kita ambil contoh sederhana pada mesin press:
- Input Scan: PLC mendeteksi tombol “Press” ditekan oleh operator.
- Program Scan: PLC menjalankan logika: “JIKA tombol ditekan DAN sensor keamanan aktif, MAKA turunkan mesin press.”
- Output Scan: PLC mengirim sinyal listrik ke katup hidrolik untuk menggerakkan mesin press ke bawah.
Jika di tengah jalan operator melepas tombol, PLC baru akan memproses perintah “Berhenti” pada scan cycle berikutnya (yang hanya berjarak 0,005 detik kemudian).
Faktor yang Mempengaruhi Kecepatan Scan
Semakin panjang dan rumit contoh program PLC industri yang Anda buat, maka semakin lama waktu yang dibutuhkan PLC untuk menyelesaikan satu siklus. Faktor-faktornya meliputi:
- Jumlah instruksi dalam program.
- Jenis prosesor (CPU) pada PLC.
- Adanya interupsi atau komunikasi data ke layar monitor (HMI).
Contoh Program PLC Industri Sederhana
Untuk memahami bagaimana sebuah pabrik bekerja secara otomatis, cara terbaik adalah dengan melihat langsung bagaimana logika diprogram ke dalam “otak” mesin tersebut.
Berikut adalah panduan mengenai Contoh program PLC industri sederhana yang umum digunakan di manufaktur, dijelaskan dengan bahasa yang mudah dimengerti namun tetap mengacu pada standar industri internasional.
Baca Juga : Cara Membuat Ladder Diagram Penting untuk Membuat PLC Sederhana
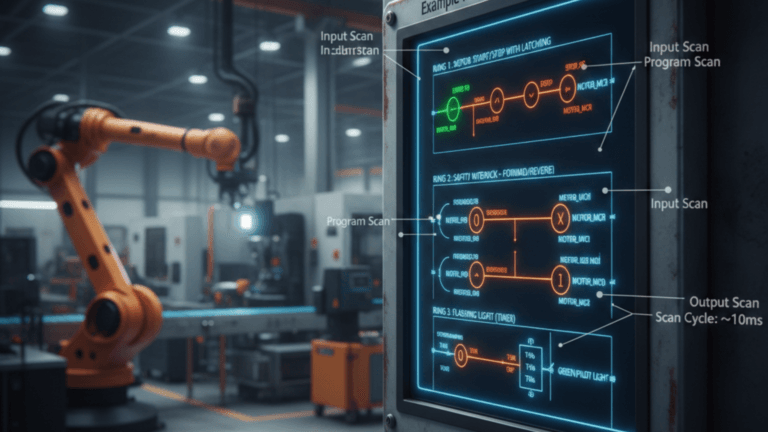
Contoh Program PLC Industri: Sistem Start-Stop Motor
Ini adalah program paling dasar namun paling krusial. Digunakan untuk menyalakan mesin (seperti mesin potong atau ban berjalan) dan menjaganya tetap menyala hingga tombol “Stop” ditekan.
1. Komponen yang Dibutuhkan (Input & Output)
- Input 1: Tombol Start (Normalnya Terbuka / Normally Open)
- Input 2: Tombol Stop (Normalnya Tertutup / Normally Closed)
- Output: Motor Listrik
2. Logika Program (The Latching Logic)
Dalam jurnal International Journal of Science and Research, teknik ini disebut sebagai Latching atau pengunci. Mengapa butuh pengunci? Karena tombol di pabrik biasanya berbentuk push button yang akan kembali ke posisi semula setelah dilepas. Tanpa pengunci, motor akan langsung mati saat tangan kita melepas tombol Start.
Cara Kerjanya:
- Saat Tombol Start ditekan, aliran listrik digital mengalir ke Motor.
- Begitu Motor menyala, program menggunakan status “Motor ON” tersebut untuk menjaga aliran listrik tetap mengalir, meskipun jari Anda sudah melepas tombol Start.
- Satu-satunya cara memutus aliran ini adalah dengan menekan Tombol Stop.
Contoh Program PLC Industri: Sistem Pengemasan Otomatis
Mari kita naikkan levelnya ke sistem yang lebih nyata: Pemisah Barang Berdasarkan Ukuran.
Skenario:
Di sebuah gudang logistik, barang yang tinggi harus masuk ke jalur A, dan barang yang pendek masuk ke jalur B.
- Input: Sensor Tinggi (S1) dan Sensor Keberadaan Barang (S2).
- Proses: * Jika S1 dan S2 aktif secara bersamaan, berarti barang itu Tinggi.
- Jika hanya S2 yang aktif, berarti barang itu Pendek.
- Output: Lengan Pendorong (Pusher) yang mengarahkan barang ke jalur yang tepat.
Logika Program:
IF (S1 AND S2) THEN ACTIVATE PUSHER_A IF (S2 AND NOT S1) THEN ACTIVATE PUSHER_B
Keunggulan Menggunakan Program PLC
Berdasarkan artikel teknis dari AutomationDirect, menggunakan program PLC untuk logika sederhana ini memberikan keuntungan besar:
- Safety Interlocks: Anda bisa dengan mudah menambahkan baris kode “Jangan nyalakan motor jika pintu pelindung terbuka” hanya dengan satu baris instruksi.
- Timers & Counters: PLC bisa menghitung berapa banyak barang yang sudah lewat hari ini. Sesuatu yang sangat sulit dilakukan oleh sistem kabel biasa.
- Reliability: Berbeda dengan manusia yang bisa lupa atau lelah, Contoh program PLC industri akan mengeksekusi logika yang sama persis jutaan kali tanpa kesalahan
Logika interlock dan self-holding pada sistem industri
Dalam dunia otomasi, keamanan dan keberlanjutan operasional adalah dua hal yang paling utama. Untuk mencapainya, para engineer menggunakan dua konsep logika dasar: Self-Holding (Pengunci) dan Interlock (Saling Mengunci).
Mari kita bedah keduanya dengan bahasa yang santai namun tetap mengacu pada standar teknis internasional.
1. Apa Itu Logika Self-Holding?
Self-Holding (sering disebut Latching) adalah teknik pemrograman yang memungkinkan sebuah output (seperti motor) tetap menyala meskipun tombol “Start” sudah dilepas.
Berdasarkan artikel teknis dari All About Circuits, logika ini sangat penting karena tombol tekan (push button) di industri biasanya hanya aktif saat ditekan. Tanpa Self-Holding, operator harus terus menekan tombol selama berjam-jam agar mesin tetap jalan—hal yang tentu tidak mungkin dilakukan.
Cara Kerja Sederhana:
- Operator menekan tombol Start.
- Output (Motor) menyala.
- Program menggunakan kontak dari Motor itu sendiri untuk “menjembatani” arus listrik digital, sehingga saat tombol Start dilepas, arus tetap mengalir melalui jalur “pengunci” tersebut.
2. Apa Itu Logika Interlock?
Jika Self-Holding berfungsi untuk menjaga mesin tetap menyala, Interlock berfungsi untuk mencegah dua aksi berbahaya terjadi secara bersamaan.
Menurut jurnal dari International Journal of Advanced Research in Electrical, Electronics and Instrumentation Engineering, Interlock adalah fitur keselamatan (safety) yang paling kritikal.
Contoh Nyata Interlock:
Bayangkan sebuah motor yang bisa berputar ke Kanan (Forward) dan ke Kiri (Reverse). Jika kedua arah ini diaktifkan bersamaan, mesin akan mengalami korsleting atau rusak parah.
- Logika Interlock: “Jika Motor sedang berputar ke Kanan, maka instruksi ke Kiri harus diputus (lock), begitu juga sebaliknya.”
Contoh Program PLC Industri: Aplikasi Interlock & Self-Holding
Untuk memberikan gambaran yang lebih jelas kami memberikan skenarionya, berikut adalah contoh program PLC industri yang menggabungkan kedua logika tersebut pada mesin pemindah barang (Lifter):
Skenario Mesin Lifter (Lift Barang):
- Self-Holding: Saat tombol “Up” ditekan sekali, lift harus terus naik sampai ke lantai tujuan tanpa perlu ditekan terus-menerus.
- Interlock: Saat lift sedang bergerak Naik, tombol Turun tidak boleh berfungsi sama sekali untuk menghindari kerusakan mekanis.
Detail Pemrograman:
- Input: Tombol Up, Tombol Down, Limit Switch Atas, Limit Switch Bawah.
- Output: Motor Naik, Motor Turun.
- Instruksi: Di dalam baris kode Motor Naik, kita memasang kontak “Normaly Closed (NC)” dari Motor Turun. Artinya, jika Motor Turun sedang aktif, jalur Motor Naik akan terputus secara otomatis.
Mengapa Logika Ini Penting di Industri?
Berdasarkan referensi dari Automation.com, penerapan Interlock dan Self-Holding memberikan tiga manfaat utama:

Kesalahan Umum dalam Program PLC Industri
Logika ladder diagram yang tidak efisien
Banyak pemula menulis program yang terlalu panjang dan berbelit-belit. Dalam pemrograman PLC, prinsipnya adalah: Semakin sederhana, semakin baik.
- Kesalahan: Menggunakan terlalu banyak “anak tangga” (rungs) untuk tugas yang sebenarnya bisa diselesaikan dengan satu baris kode. Hal ini memperlambat Scan Cycle PLC.
- Dampaknya: Respon mesin menjadi lambat (lag). Jika mesin berkecepatan tinggi memiliki delay meskipun hanya 0,1 detik, hasil produksi bisa cacat.
- Solusi: Gunakan fungsi blok yang sudah tersedia (seperti Timer atau Counter) daripada membuat logika hitung manual yang rumit.
Kesalahan addressing input dan output
Ini adalah kesalahan teknis yang paling sering terjadi saat memindahkan desain dari kertas ke software.
- Kesalahan: Salah memasukkan alamat (address) sensor atau aktuator. Misalnya, sensor suhu di alamat %I0.1 tertukar dengan sensor tekanan di %I0.2.
- Dampaknya: Dalam contoh program PLC industri, kesalahan alamat bisa sangat berbahaya. Bayangkan PLC memerintahkan pisau pemotong turun karena mengira barang sudah di posisi, padahal sensor yang aktif adalah sensor pintu yang terbuka.
- Solusi: Selalu buat tabel I/O Mapping sebelum mulai memprogram dan berikan “Tag Name” atau komentar yang jelas pada setiap alamat di software PLC.
Tidak memperhatikan safety interlock
Mengabaikan Safety Interlock adalah kesalahan paling fatal yang berkaitan dengan nyawa manusia dan keamanan mesin.
- Kesalahan: Hanya memikirkan bagaimana mesin berjalan (Normal Operation), tanpa memikirkan kondisi darurat (Emergency Condition). Programmer sering lupa mengunci sistem agar tidak menyala jika pintu pelindung terbuka.
- Dampaknya: Berdasarkan laporan dari OSHA (Occupational Safety and Health Administration), banyak kecelakaan industri terjadi karena sistem kontrol tidak memiliki perlindungan interlock yang memadai.
- Solusi: Selalu gunakan logika Fail-Safe. Pastikan semua contoh program PLC industri menyertakan instruksi yang mematikan seluruh output jika tombol Emergency Stop ditekan atau sensor keamanan terpicu.
Kesimpulan
Sebagai penutup dari pembahasan mendalam mengenai dunia otomasi, sangat penting bagi kita untuk menarik garis merah antara kode yang kita tulis dengan operasional pabrik yang sesungguhnya. Pentingnya memahami logika dasar sebelum masuk ke program lanjutan
Banyak orang ingin langsung melompat ke fitur canggih seperti sistem Cloud atau Internet of Things (IoT) industri, namun melupakan fundamental. Berdasarkan panduan dari International Society of Automation (ISA), sekitar 80% kegagalan sistem otomasi bukan disebabkan oleh kerusakan perangkat keras, melainkan oleh logika pemrograman yang lemah.
- Logika adalah Bahasa: Sebelum memahami bahasa yang rumit, Anda harus paham “tata bahasanya”. Memahami Self-Holding, Interlock, dan Scan Cycle adalah fondasi agar Anda tidak membuat program yang saling bertabrakan (conflict).
- Keamanan di Atas Segalanya: Tanpa pemahaman logika dasar, seorang programmer mungkin bisa menjalankan mesin, namun belum tentu bisa menghentikannya dengan aman saat terjadi keadaan darurat.
Program PLC sebagai fondasi sistem otomasi industri modern
PLC bukan hanya alat lama yang diganti; ia berevolusi. Menurut jurnal dari ScienceDirect, PLC tetap menjadi standar emas dalam industri manufaktur karena kehandalannya yang tak tertandingi oleh komputer biasa.
- Jembatan Menuju Industri 4.0: Meskipun kita berbicara tentang contoh program PLC industri yang sederhana, kode tersebut adalah dasar dari sistem cerdas masa depan. Tanpa instruksi PLC yang stabil, data dari sensor tidak akan pernah bisa dikirim ke server untuk dianalisis oleh AI.
- Efisiensi dan Skalabilitas: PLC memungkinkan pabrik kecil untuk tumbuh menjadi raksasa dengan cara menambahkan modul dan memperbarui program tanpa harus merombak seluruh infrastruktur mesin.