Why the PLC is the “Brain” Behind Automotive Production Lines
In vehicle manufacturing, treat the production line as a grand orchestra. Without a reliable conductor, every instrument plays without direction. We position the PLC as this conductor.
The automotive industry relies heavily on synchronizing robots, conveyors, and sensors. Engineers design PLC programs in this sector to handle critical tasks:
- High Speed: Regulating production cycles in seconds.
- Safety: Integrating Interlock systems to protect operators from machine injuries.
- Scalability: Allowing car model design changes by modifying code lines, without completely replacing the hardware.
Basic Structure and Logic of Automotive PLC Programs
Fundamentally, we compare PLC programs to recipe instructions. If the system prepares “ingredient A” and reaches “temperature B”, it executes “step C”. In technical terms, we use Ladder Diagrams (LD).
1. Interlocking Logic (Machine Safety)
This is the most basic yet crucial program. Before the welding robot operates, the PLC must ensure the protective cell door is closed and no humans remain in the sensor area.
- Input: Door sensor (X1), Presence sensor/Light Curtain (X2).
- Output: Robot operation permission (Y1).
- Logic: If X1 is ACTIVE AND X2 is INACTIVE, then Y1 is ACTIVE.
2. Conveyor Control with Inverters (VFD)
Car bodies move from one station to another using conveyors in the automotive industry. We program the PLC to regulate acceleration and deceleration (Ramp up/Ramp down) to prevent the car body from vibrating or shifting.
Related Articles : What is PLC Ladder Diagram? A Simple Guide to Industrial Programming
3. Electronic Poka-Yoke (Error-Proofing)
System Poka-Yoke is a Japanese term for preventing errors. We apply PLC logic where the conveyor refuses to move to the next station if a operator fails to tighten a bolt with the correct torque (receiving input from a digital torque wrench).
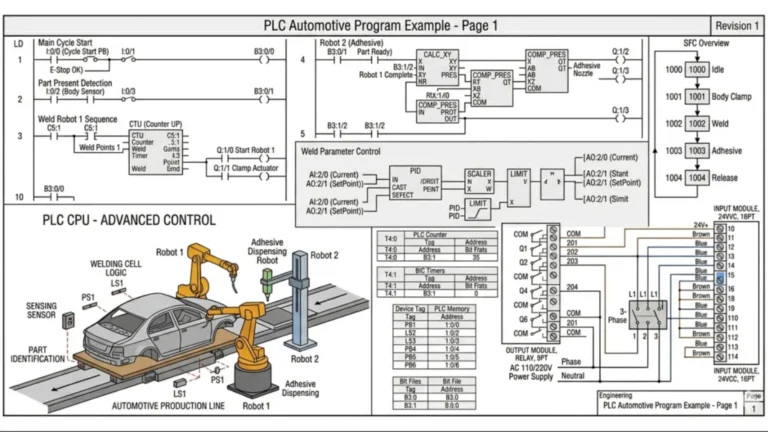
Case Study: Car Door Welding System Automation (Robot Welding Cell) To provide a clear picture, we examine a common scenario: Door Panel Welding Automation.
Operational Challenge A factory faced inconsistent manual welding processes, causing a 5% reject rate. They needed a system ensuring every weld point received equal heat and precise positioning.
Our PLC Program Solution We designed a program architecture dividing the process into several sequences:
- Clamping Stage: The PLC receives input confirming the panel placement. The output, a pneumatic valve (Solenoid Valve), locks the panel.
- Validation Stage: Proximity sensors ensure precise panel positioning (Tolerance < 0.5mm).
- Robot Communication Stage: The PLC sends a “START” signal to the welding robot controller via communication protocols (such as PROFINET or EtherNet/IP).
- Monitoring Stage: The PLC monitors the welding electrical current while the robot operates. If the current drops below the threshold, the PLC stops the system and triggers the alarm light (Andon Light).
Final Result
Post-implementation, the error rate dropped below 0.2%, and production speed increased by 30% per hour. This demonstrates the power of well-structured PLC logic.
Important Components in Modern PLC Programming We recommend prioritizing these elements in your program structure when developing systems:
Using Timer and Counter Instructions
- Timer (T): Pausing the cooling process after welding or painting.
- Counter (C): Counting produced units per shift or triggering routine maintenance schedules (Maintenance Alert) after the machine reaches a specific cycle count.
Fault Handling Do not strictly program the machine to run; program it to know how to stop during issues. We include specific blocks to handle Emergency Stops and sensor failure detection to prevent severe mechanical damage.
HMI (Human Machine Interface) Integration An effective PLC program communicates with operators. We design memory addresses (Memory Bits) to display machine status visualizations on the HMI screen, helping operators pinpoint bottlenecks without opening a programming laptop.
Simple Analogy: The PLC as the Human Nervous System To simplify, view the PLC as your brain.
- Sensor (Input): Your eyes and skin. If your skin feels heat (Input), the brain processes that information.
- Program (Logic): Your instinct. “If it is extremely hot, pull your hand away”.
- Actuator (Output): Your arm muscles moving away from the heat. In the automotive industry, sensors act as “eyes” tracking the car frame’s position, and drive motors act as “muscles” moving it.
Conclusion: Steps to Becoming an Automotive PLC Expert
The automotive world continuously moves toward Industry 4.0. Understanding basic PLC programs forms the foundation, but integrating production floor data into management systems (MES/ERP) represents the future.
Start by understanding Interlock and Sequence logic if you are a beginner. Focus on optimizing code to make it modular and easier to troubleshoot if you are experienced.
We believe precise logic guarantees efficiency. If you face specific control system challenges in your factory, remember every code line you write invests in long-term production smoothness.
Want to learn more about integrating PLCs with robotic systems? Contact our technical team to consult on the optimal automation strategy for your production line.