Panduan Lengkap Contoh Program PLC di Industri Otomotif
Mengapa PLC Adalah “Otak” di Balik Lini Produksi Otomotif?
Dalam dunia manufaktur kendaraan, bayangkan lini produksi sebagai sebuah orkestra besar. Tanpa dirigen yang andal, setiap instrumen akan bermain tanpa arah. Di sinilah kami menempatkan PLC sebagai sang dirigen.
Industri otomotif sangat bergantung pada sinkronisasi antara robot, konveyor, dan sensor. Program PLC di sektor ini dirancang untuk menangani tugas-tugas kritis seperti:
- Kecepatan Tinggi: Mengatur siklus produksi dalam hitungan detik.
- Keamanan (Safety): Mengintegrasikan sistem Interlock untuk melindungi operator dari cedera mesin.
- Skalabilitas: Memungkinkan perubahan desain model mobil hanya dengan memodifikasi baris kode, tanpa mengganti perangkat keras secara total.
Struktur Dasar dan Contoh Logika Program PLC Otomotif
Secara fundamental, kami sering menganalogikan program PLC seperti instruksi pada resep masakan. Jika “bahan A” siap dan “suhu B” tercapai, maka “langkah C” dilakukan. Dalam bahasa teknis, kita sering menggunakan Ladder Diagram (LD).
1. Logika Interlocking (Keamanan Mesin)
Ini adalah program paling dasar namun krusial. Sebelum robot las bekerja, PLC harus memastikan pintu sel pelindung tertutup dan tidak ada manusia di dalam area sensor.
- Input: Sensor pintu (X1), Sensor kehadiran/Light Curtain (X2).
- Output: Izin operasi robot (Y1).
- Logika: Jika X1 AKTIF AND X2 TIDAK AKTIF, maka Y1 AKTIF.
2. Kendali Konveyor dengan Inverter (VFD)
Di industri otomotif, bodi mobil bergerak dari satu stasiun ke stasiun lain menggunakan konveyor. Kami biasanya memprogram PLC untuk mengatur percepatan dan perlambatan (Ramp up/Ramp down) agar bodi mobil tidak bergetar atau bergeser dari posisinya.
3. Sistem Poka-Yoke (Anti-Salah) Elektronik
Poka-Yoke adalah istilah Jepang untuk mencegah kesalahan. Kami sering menerapkan logika PLC di mana jika sebuah baut belum dikencangkan dengan torsi yang benar (input dari kunci torsi digital), maka konveyor tidak akan bergerak ke stasiun berikutnya.
Baca Juga : Contoh program PLC di berbagai industri
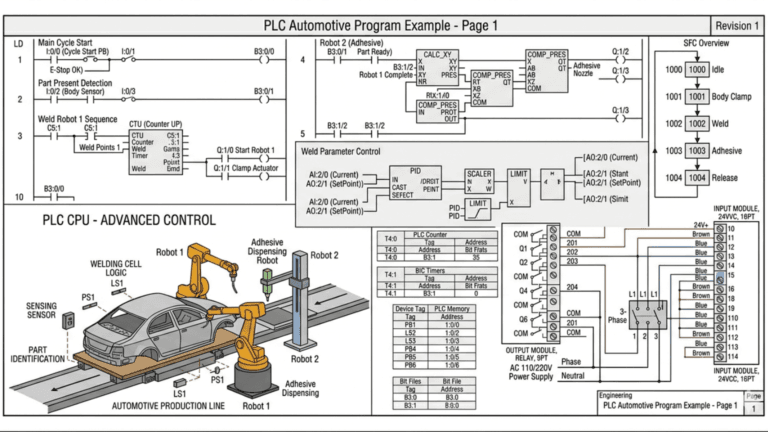
Studi Kasus: Otomasi Sistem Pengelasan Pintu Mobil (Robot Welding Cell)
Agar Anda memiliki gambaran nyata, mari kita bedah satu skenario yang sering kami tangani: Otomasi Pengelasan Panel Pintu.
Tantangan Operasional
Sebuah pabrik mengalami kendala di mana proses pengelasan manual sering kali tidak konsisten, menyebabkan tingkat reject sebesar 5%. Mereka membutuhkan sistem yang memastikan setiap titik las terkena panas yang sama dan diposisikan dengan akurat.
Solusi Program PLC Kami
Kami merancang arsitektur program yang membagi proses menjadi beberapa tahap (Sequence):
- Tahap Clamping: PLC menerima input bahwa panel sudah diletakkan. Output berupa katup pneumatik (Solenoid Valve) mengunci panel.
- Tahap Validasi: Sensor proximity memastikan posisi panel sudah presisi (Toleransi < 0.5mm).
- Tahap Komunikasi Robot: PLC mengirimkan sinyal “START” ke kontroler robot las melalui protokol komunikasi (seperti PROFINET atau EtherNet/IP).
- Tahap Monitoring: Selama robot bekerja, PLC memantau arus listrik las. Jika arus turun di bawah ambang batas, PLC akan menghentikan sistem dan menyalakan lampu alarm (Andon Light).
Hasil Akhir
Setelah implementasi, tingkat kesalahan turun hingga di bawah 0.2%, dan kecepatan produksi meningkat sebesar 30% per jam. Inilah kekuatan dari logika PLC yang terstruktur dengan baik.
Komponen Penting dalam Pemrograman PLC Modern
Struktur program yang solid bukan hanya soal “yang penting jalan”, tapi soal efisiensi cycle time dan kemudahan troubleshooting. Berikut adalah komponen yang wajib masuk dalam radar pengembangan sistem Anda:
1. Timer (T): Presisi dalam Sinkronisasi Proses
Dalam industri otomotif, Timer fungsinya bukan untuk jeda, melainkan penjamin kualitas (Quality Assurance). Untuk lebih memudahkan, kami buat 3 point penting yang terdapat dalam timer.
- On-Delay Timer (TON): Digunakan untuk memastikan stabilitas tekanan pada mesin stamping sebelum proses berlanjut. Pertanyaanya, kenapa harus ada delay? karena Saat katup (valve) dibuka, cairan hidrolik atau udara kompresor butuh waktu sepersekian detik buat menekan piston sampai mencapai target bar yang diinginkan. Lalu delay dapat menghilangkan getaran dengan settling time, yaitu Gerakan mekanis mesin yang berat itu bikin getaran. Jeda timer memastikan semua komponen sudah “tenang” dan posisinya pas sebelum proses pengepresan dimulai.
- Retentive Timer (RTO): Sangat penting untuk menghitung total waktu operasional mesin (Total Run Time). Berbeda dengan timer biasa, RTO tetap menyimpan nilai waktu meskipun mesin dimatikan atau terjadi power loss. Pada timer standar (TON), saat rung (jalur logika) kehilangan power, nilai waktu (Accumulated Value) akan otomatis reset ke nol. RTO tidak. Dia punya “ingatan” permanen yang tersimpan di memori non-volatile PLC. Contoh Mekanisme Kerja Memori yang Presisi Bayangkan mesin CNC atau robot welding sedang bekerja Kimer disetel untuk 100 jam operasional sebelum ganti oli lalu saat sudah jalan 40 jam, terjadi power loss atau operator mematikan mesin saat istirahat. Kelebihan RTO, Begitu mesin nyala lagi, RTO tidak mulai dari nol, tapi melanjutkan dari jam ke-40. Ini memastikan jadwal maintenance tetap akurat sesuai jam terbang asli mesin.
- Kasus Nyata: Pada proses painting, Timer memastikan cat sudah benar-benar kering secara termal sebelum lengan robot memindahkan bodi mobil ke tahap berikutnya. Kurang satu detik saja, hasil finishing bisa cacat.
2. Counter (C): Manajemen Produksi & Preventive Maintenance
Jangan hanya gunakan Counter untuk menghitung hasil jadi. Gunakan untuk memperpanjang umur mesin.
- Up/Down Counter (CTUD): Digunakan pada sistem gudang otomatis (Automated Storage and Retrieval System) untuk menghitung stok masuk dan keluar secara real-time.
- Maintenance Trigger: Setel Counter pada angka siklus tertentu (misalnya 10.000 gerakan) untuk memicu lampu indikator perawatan. Ini adalah dasar dari Preventive Maintenance di pabrik modern agar tidak terjadi breakdown mendadak.
3. Komparator: Otak di Balik Pengambilan Keputusan
Selain Timer dan Counter, lo wajib masukin Comparator. Ini yang bikin PLC “pintar”.
- Fungsi: Membandingkan nilai (misal:
A > B). Jika tekanan kompresor di bawah 5 Bar, maka PLC akan menahan proses produksi dan menyalakan alarm. Tanpa komparator, data dari sensor cuma angka mati yang nggak berguna.
Penanganan Error (Fault Handling)
Jangan hanya memprogram mesin untuk berjalan, tapi programlah mesin untuk “tahu cara berhenti” saat ada masalah. Kami selalu menyertakan blok khusus untuk menangani Emergency Stop dan deteksi kegagalan sensor agar kerusakan mekanis yang lebih parah bisa dihindari.
Integrasi HMI (Human Machine Interface)
Program PLC yang baik harus bisa “berkomunikasi” dengan operator. Kami merancang alamat memori (Memory Bits) yang akan menampilkan visualisasi status mesin pada layar HMI, sehingga operator tahu persis di mana titik kemacetan terjadi tanpa harus membuka laptop program.
Analogi Sederhana: PLC seperti Sistem Saraf Manusia
Dalam jalur perakitan mobil yang serba cepat, kesalahan satu milimeter bisa berarti kerugian miliaran. Di sinilah Programmable Logic Controller (PLC) berperan sebagai otak tunggal yang mengoordinasikan ribuan gerakan robotik secara simultan.
1. Sensor sebagai Indra (Input)
Jika manusia menggunakan mata dan kulit, industri otomotif menggunakan sensor laser, proximity, dan limit switches.
- Contoh Nyata: Di area welding (pengelasan), sensor inductive mendeteksi keberadaan plat pintu mobil. Tanpa input ini, PLC tidak akan memberikan perintah las, mencegah kegagalan produksi yang fatal.
2. Logic sebagai Intelegensi (Program)
Program dalam PLC bukan sekadar insting, melainkan instruksi presisi berbasis bahasa Ladder Diagram (LD) atau Structured Text (ST) sesuai standar IEC 61131-3.
- Analisis Teknis: PLC memproses ribuan logic gate dalam hitungan milidetik (scan time). Ia tidak hanya berpikir “jika panas, tarik tangan,” tapi “jika posisi rangka berada di koordinat X dan sensor keamanan aktif, maka mulai proses pengecatan.”
3. Actuator sebagai Otot (Output)
Output adalah eksekusi fisik. Dalam otomotif, ini melibatkan Servo Motors, silinder pneumatik, dan lengan robot.
Wawasan Lapangan: Saat PLC memberikan sinyal output, motor penggerak memindahkan rangka mobil ke stasiun berikutnya dengan akurasi hingga 0,01 mm. Inilah yang menjamin setiap pintu mobil yang keluar dari pabrik memiliki ukuran yang identik.
Kesimpulan: Langkah Menuju Ahli PLC Otomotif
Dunia otomotif terus bergerak menuju Industri 4.0. Memahami contoh program PLC dasar adalah fondasi, namun kemampuan untuk mengintegrasikan data dari lantai produksi ke sistem manajemen (MES/ERP) adalah masa depan.
Bagi Anda yang pemula, mulailah dengan memahami logika Interlock dan Sequence. Bagi Anda yang berpengalaman, fokuslah pada optimasi kode agar lebih modular dan mudah diperbaiki (Troubleshooting).
Kami percaya bahwa dengan logika yang presisi, efisiensi bukan lagi sebuah pilihan, melainkan jaminan. Jika Anda menghadapi tantangan spesifik dalam sistem kontrol di pabrik Anda, ingatlah bahwa setiap baris kode yang Anda tulis adalah investasi bagi kelancaran produksi jangka panjang.
Ingin mendalami lebih lanjut tentang integrasi PLC dengan sistem robotik? Hubungi tim teknis kami untuk konsultasi strategi otomasi yang tepat bagi lini produksi Anda.