Apa Itu PLC? Pengertian, Fungsi, dan Cara Kerjanya

Apa itu PLC (Programmable Logic Controller)?
PLC adalah suatu perangkat yang dibuat khusus untuk mengendalikan mesin secara otomatis berdasarkan logika yang sudah diprogram.
Sejarah Singkat PLC
PLC dibuat karena kebutuhan operastional industri yang terus meningkat baik dari segi produksi ataupun efisiensi dengan mengurangi jalanya mesin secara konvensional. Dulu, kontrol mesin itu sepenuhnya pake relay mekanis, kabel yang numpuk, dan saklar fisik. Kalau ada satu kabel yang kendur atau relay yang aus, satu lini produksi bisa down total. Sistem konvensional ini dinilai terlalu kaku. Kalau pabrik ingin mengganti urutan kerja mesin atau menambah fitur, teknisi harus membongkar ulang seluruh panel kabel, yang artinya waktu produksi terbuang percuma.
Mengapa PLC menggantikan sistem relay
PLC hadir untuk menggantikan sistem relay karena dianggap sudah tidak mampu lagi memenuhi kebutuhan industri 4.0 yang berkerja cepat, fleksible dan rumit. Sistem relay tradisional bersifat hard-wired, di mana modifikasi alur kerja mesin memerlukan perubahan fisik pada rangkaian kabel. Sebaliknya, PLC menawarkan fleksibilitas yang tinggi karena modifikasi logika kontrol dapat dilakukan melalui pembaruan perangkat lunak tanpa perlu mengubah konfigurasi perangkat keras lalu, pemeliharaan pada sistem relay memerlukan pemeriksaan manual satu per satu terhadap komponen fisik. PLC memfasilitasi proses diagnostik yang lebih efisien melalui pemantauan status input dan output secara langsung pada layar monitor.
Perkembangan PLC dari masa ke masa
Berkembangnya PLC tentu mengikuti perkembangan industri saat ini. Dari awalnya hanya menggunakan program yang sederhana, seperti logika Start/Stop yang diprogram menggunakan ladder diagram. PLC Pertama hadir pada tahun 1960 menggantikan sistem relay dan yang paling baru ini 2010 keatas yang sudah menggunakan Smart Factory & IoT.
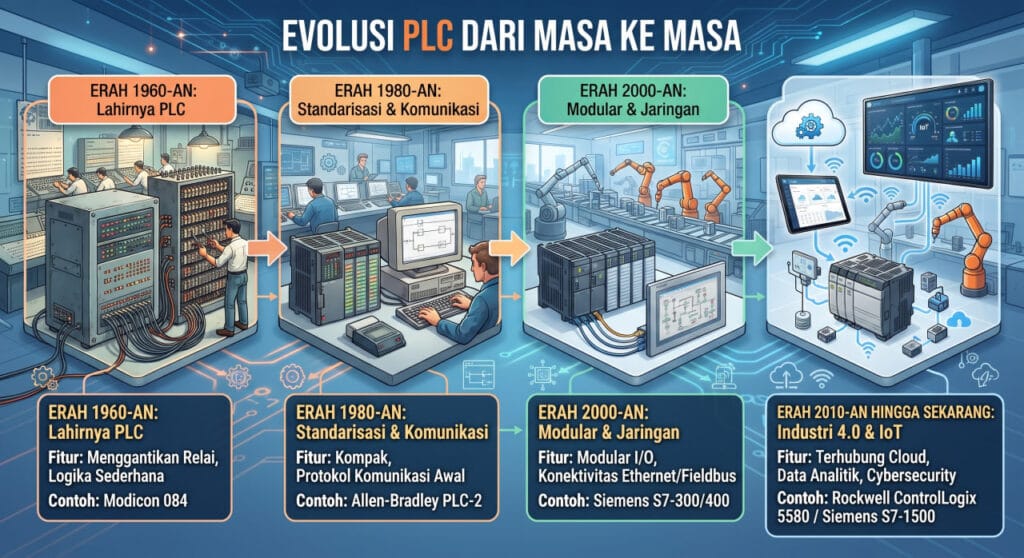
Perjalanan Programmable Logic Controller (PLC) mencerminkan adaptasi teknologi yang terus berkembang untuk memenuhi tuntutan efisiensi dan kompleksitas di dunia industri. Berikut adalah tahapan evolusi PLC dari masa ke masa:
1. Era 1960-an: Kelahiran PLC
Pada periode ini, PLC pertama kali diperkenalkan sebagai solusi untuk menggantikan sistem relai mekanis yang tidak efisien. Inovasi ini memungkinkan pengendalian mesin dengan logika yang lebih sederhana dan andal, salah satu pelopornya adalah Modicon 084. Perubahan ini menjadi fondasi awal otomasi yang mengurangi ketergantungan pada kabel fisik yang kompleks.
2. Era 1980-an: Standarisasi dan Komunikasi
Memasuki era 80-an, PLC mengalami peningkatan signifikan dalam bentuk fisik yang lebih kompak. Fokus utama pada masa ini adalah standarisasi protokol komunikasi antar perangkat. Penggunaan PLC seperti seri Allen-Bradley PLC-2 mulai memungkinkan integrasi yang lebih baik dalam sistem kendali industri, yang mempermudah pertukaran data antar komponen.
3. Era 2000-an: Sistem Modular dan Jaringan
PLC bertransformasi menjadi perangkat yang lebih fleksibel dengan desain modular. Pengguna dapat menambah atau mengurangi modul Input/Output (I/O) sesuai kebutuhan spesifik sistem. Selain itu, konektivitas berbasis Ethernet dan Fieldbus menjadi standar baru, seperti yang terlihat pada seri Siemens S7-300/400, yang memungkinkan koordinasi mesin dalam skala yang lebih luas dan terintegrasi.
4. Era 2010-an hingga Sekarang: Industri 4.0 dan IoT
Saat ini, PLC telah terintegrasi sepenuhnya ke dalam ekosistem Industri 4.0 dan Internet of Things (IoT). Perangkat modern, contohnya Rockwell ControlLogix 5580 atau Siemens S7-1500, kini mampu melakukan analisis data secara real-time, terhubung langsung ke cloud, serta dilengkapi dengan standar keamanan siber (cybersecurity) yang ketat. PLC modern tidak hanya menjalankan perintah mekanis, tetapi juga menjadi ujung tombak dalam pengambilan keputusan berbasis data di pabrik cerdas (smart factory).
Fungsi PLC dalam Dunia Industri
Mengontrol mesin dan peralatan
PLC sesuai kepanjangannya Programmable Logic Controller berfungsi sebagai otak yang menjalankan mesin menggunakan logika agar semua mesin dapat berkerja sesuai dengan Input yang diberikan.
Mengolah data dari sensor
Maksudnya adalah PLC menerima sensor lalu melakukan proses selanjutnya berdasarkan data itu. Sebagai contoh, lihat pada gambar dibawah
Mengatur proses produksi otomatis
Sebagai pengendali utama dari segala proses produksi, ataupun berjalannya suatu mesin PLC berjalan secara otomatis tanpa ada campur tangan manusia secara aman dan konsisten.
PLC Pada Sistem Konveyor dalam Produksi Otomatis
Dalam sistem konveyor, PLC berperan sebagai otak utama yang mengintegrasikan sensor posisi dengan aktuator mesin untuk mencapai efisiensi material handling yang tinggi. Perangkat ini secara cerdas mendeteksi keberadaan objek di atas ban berjalan dan memberikan respon instan dengan mengaktifkan motor penggerak tepat saat barang terdeteksi, serta mematikannya segera setelah objek mencapai titik tujuan. Mekanisme ini tidak hanya memastikan kelancaran alur produksi, tetapi juga berperan penting dalam menghemat energi dan mencegah penumpukan barang yang berpotensi menghambat ritme kerja mesin.
PLC Kontrol Presisi pada Sistem Pompa dan Tangki Industri
Pada aplikasi manajemen cairan, PLC memberikan kendali penuh untuk menjaga stabilitas volume tangki secara otomatis dan konsisten. Melalui pemantauan level cairan secara real-time, PLC memastikan pompa beroperasi hanya ketika diperlukan, dengan menghidupkan sistem saat volume berada di bawah ambang batas dan menghentikannya secara presisi saat mencapai estimasi kapasitas yang telah ditentukan. Pendekatan berbasis logika ini sangat efektif untuk mencegah risiko tangki kosong maupun kondisi meluap, sekaligus menjamin keamanan operasional serta konsistensi volume produk yang dihasilkan dalam jangka panjang.
Komponen Utama PLC
Input Module
PLC tidak membaca kondisi fisik secara langsung, melainkan menerima sinyal listrik digital atau analog yang mewakili kondisi nyata.
Sensor
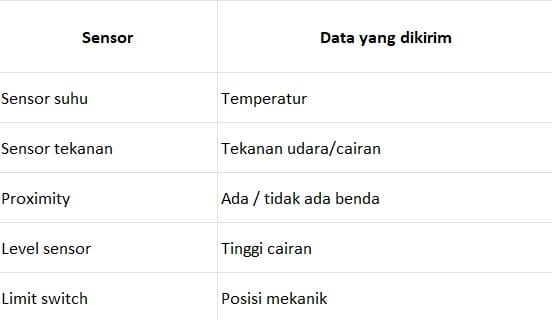
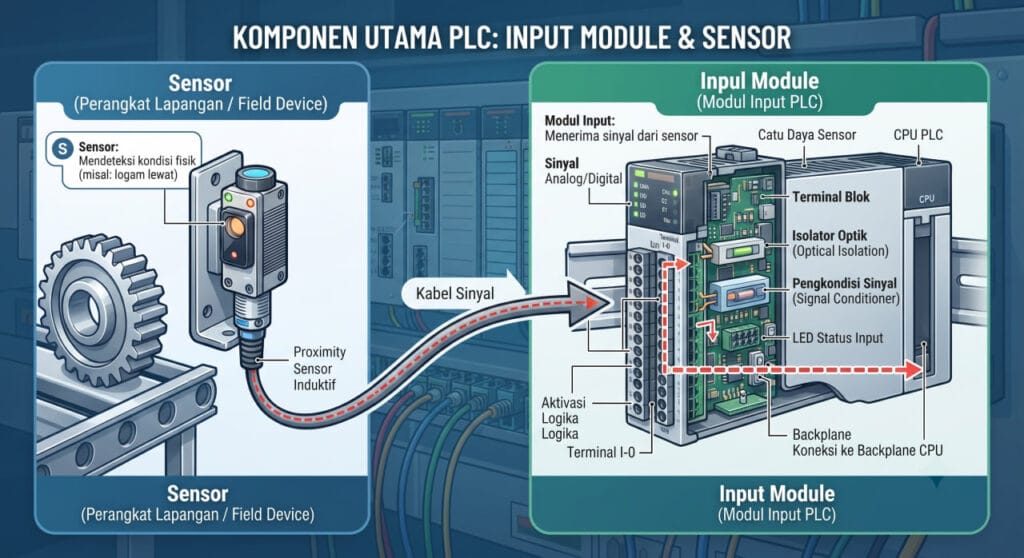
Perangkat sensor memegang peranan vital sebagai instrumen lapangan (field device) yang menjembatani dunia fisik dengan sistem kontrol digital. Perangkat ini memiliki kapabilitas untuk mengonversi berbagai parameter fisik, seperti suhu, ketinggian cairan, atau keberadaan objek, menjadi sinyal listrik yang dapat diinterpretasikan oleh PLC. Contoh umum dari perangkat ini meliputi sensor suhu yang mendeteksi panas, sensor level untuk memantau ketinggian cairan, serta sensor proximity induktif yang mendeteksi keberadaan objek logam tanpa kontak fisik langsung seperti yang terlihat pada ilustrasi. Dalam logika pemrograman PLC, data yang diterima dari sensor ini akan diproses menjadi status biner, di mana kondisi ON (1) merepresentasikan mesin dalam keadaan aktif atau objek terdeteksi, sedangkan kondisi OFF (0) menunjukkan mesin dalam keadaan mati atau tidak ada objek yang terdeteksi, sehingga PLC mampu memahami status operasional proses yang sedang berlangsung.
Sesuai dengan visualisasi teknis pada komponen Input Module, perangkat ini berfungsi sebagai gerbang penerima sinyal utama sebelum data diteruskan ke CPU. Perlu dipahami bahwa PLC tidak berinteraksi langsung dengan kondisi fisik secara mentah; sistem ini memerlukan modul input untuk menerima sinyal listrik digital atau analog yang merepresentasikan kondisi lapangan tersebut. Proses di dalam modul ini melibatkan komponen isolator optik (optical isolation) untuk memisahkan sirkuit lapangan dari sirkuit internal CPU demi keamanan sistem, serta unit pengkondisi sinyal (signal conditioner) yang bertugas membersihkan dan menyesuaikan sinyal agar dapat dibaca dengan akurat oleh prosesor. Selain itu, terdapat indikator LED yang memberikan kemudahan bagi operator untuk memantau status sinyal secara visual sebelum data dikirim melalui backplane menuju CPU.
Selain sensor otomatis, sistem PLC juga mengintegrasikan perangkat input manual dan mekanis untuk memberikan kendali tambahan kepada operator maupun sistem mekanis. Perangkat push button berfungsi sebagai antarmuka manual bagi operator untuk memberikan perintah operasional krusial seperti fungsi Start, Stop, atau Reset. Di sisi lain, limit switch bertindak sebagai perangkat mekanis yang aktif secara otomatis ketika tersentuh atau tertekan oleh bagian mesin, sehingga mampu memberikan informasi mengenai posisi atau batasan gerakan mesin kepada PLC dengan akurat. Kombinasi antara input sensor otomatis dan perangkat mekanis ini memastikan bahwa PLC memiliki data komprehensif untuk menjalankan operasional mesin secara sinkron, aman, dan konsisten.
Mekanisme Perangkat Input Manual dan Mekanis
Perangkat seperti push button dan limit switch merupakan komponen krusial yang berfungsi sebagai pemberi sinyal awal bagi PLC untuk memahami instruksi maupun kondisi fisik mesin. Push button berperan sebagai antarmuka operasional yang memungkinkan operator memberikan perintah langsung seperti Start untuk memulai proses, Stop untuk mematikan sistem dalam keadaan darurat atau normal, serta Reset untuk mengembalikan sistem ke kondisi awal setelah terjadi gangguan. Sementara itu, limit switch berfungsi sebagai perangkat mekanis yang memberikan umpan balik otomatis mengenai posisi atau status pergerakan komponen mesin, contohnya menginformasikan kepada PLC bahwa piston telah mencapai titik ujung lintasan yang ditentukan. Kedua perangkat ini mengirimkan sinyal status yang dibaca oleh PLC sebagai logika biner ON atau OFF, yang kemudian menjadi dasar bagi sistem untuk mengambil tindakan sesuai dengan alur proses yang diinginkan.
Peran Central Processing Unit (CPU) sebagai Otak Sistem
CPU merupakan unit pemroses utama yang berfungsi sebagai pusat pengambilan keputusan pada sebuah PLC. Seluruh logika kontrol yang telah diprogram oleh programmer dieksekusi di dalam komponen ini untuk memastikan mesin beroperasi sesuai dengan urutan yang ditetapkan. CPU bekerja melalui sebuah mekanisme kontinu dengan kecepatan tinggi yang dikenal sebagai scan cycle, yang terdiri dari tiga tahapan utama yang berulang secara terus-menerus. Pada tahapan pertama, CPU membaca seluruh status sinyal yang masuk melalui modul input untuk mendeteksi kondisi perangkat di lapangan. Selanjutnya, CPU memproses data tersebut berdasarkan instruksi program yang tersimpan di dalam memori, lalu pada tahapan akhir, CPU menghasilkan perintah melalui modul output untuk menggerakkan aktuator seperti motor, katup (valve), atau lampu indikator. Siklus ini berlangsung sangat cepat, memungkinkan PLC untuk memberikan respon yang instan dan akurat terhadap perubahan kondisi mesin secara real-time.
Proses eksekusi logika
CPU menjalankan program yang dibuat oleh programmer (ladder logic, function block, dll).
Contoh: Jika tombol START ditekan DAN sensor aman aktif → motor menyala
CPU memproses logika seperti AND, OR, dan NOT untuk menentukan apakah sebuah kondisi terpenuhi.
Penyimpanan program
CPU menyimpan:
- Program kendali
- Data status input & output
- Timer, counter, dan parameter
Data ini tersimpan dalam memori PLC, sehingga meskipun PLC dimatikan, program tetap ada (non-volatile memory).
Output Module
Output Module berfungsi mengubah perintah dari CPU menjadi aksi nyata di lapangan. Output PLC mengendalikan perangkat listrik seperti motor, valve, dan lampu.
Motor
PLC tidak menyalakan motor secara langsung.
PLC mengaktifkan kontaktor atau relay, lalu kontaktor itulah yang mengalirkan daya ke motor.
Contoh: PLC ON → kontaktor aktif → motor berputar → pompa menyala
Solenoid valve
Solenoid valve digunakan untuk mengatur:
- Aliran udara (pneumatik)
- Aliran cairan (hidrolik atau air)
PLC mengirim sinyal ON/OFF ke solenoid sehingga valve bisa membuka atau menutup otomatis.
Lampu indikator
Lampu indikator menunjukkan status sistem, seperti:
- Mesin jalan
- Alarm aktif
- Proses selesai
PLC menghidupkan atau mematikan lampu ini berdasarkan kondisi logika yang sudah diprogram.
Pemrosesan oleh CPU
CPU membaca semua input lalu menjalankan program yang dibuat oleh programmer. CPU mengevaluasi logika seperti: Jika sensor A aktif DAN tombol B ditekan → jalankan motor Keputusan ini dilakukan ribuan kali per detik.
Output ke aktuator
Setelah logika diproses, CPU mengirim hasilnya ke Output Module.
Output mengendalikan:
- Motor
- Valve
- Lampu
- Alarm
Inilah yang membuat mesin benar-benar bergerak.
Scan Cycle PLC
PLC tidak bekerja satu kali, tapi terus berulang dalam siklus cepat yang disebut Scan Cycle. Urutannya seperti ini :
Read input
PLC membaca semua kondisi input:
- Sensor
- Tombol
- Switch
Nilainya disimpan di memori internal.
Mekanisme scan cycle dan eksekusi logika di atas hanyalah permulaan dari kecanggihan sebuah PLC. Jika Anda ingin mendalami bagaimana cara kerja PLC secara lebih komprehensif, mulai dari konfigurasi hardware hingga logika pemrograman tingkat lanjut, Anda bisa membaca selengkapnya di artikel Dasar PLC untuk Pemula.
Execute program
CPU menjalankan program berdasarkan data input tadi.Semua instruksi logika, timer, counter, dan perhitungan dijalankan pada tahap ini.
Write output
Hasil dari program dikirim ke output:
- Motor dinyalakan atau dimatikan
- Valve dibuka atau ditutup
- Lampu diaktifkan
Housekeeping
PLC melakukan tugas internal seperti:
- Update komunikasi
- Cek error
- Diagnostik sistem
- Refresh memori
Setelah ini selesai, PLC kembali ke Read Input dan siklus berulang.
Bahasa Pemrograman PLC
PLC diprogram menggunakan bahasa standar industri yang ditetapkan oleh IEC 61131-3.
Ledder Diagram (LD)
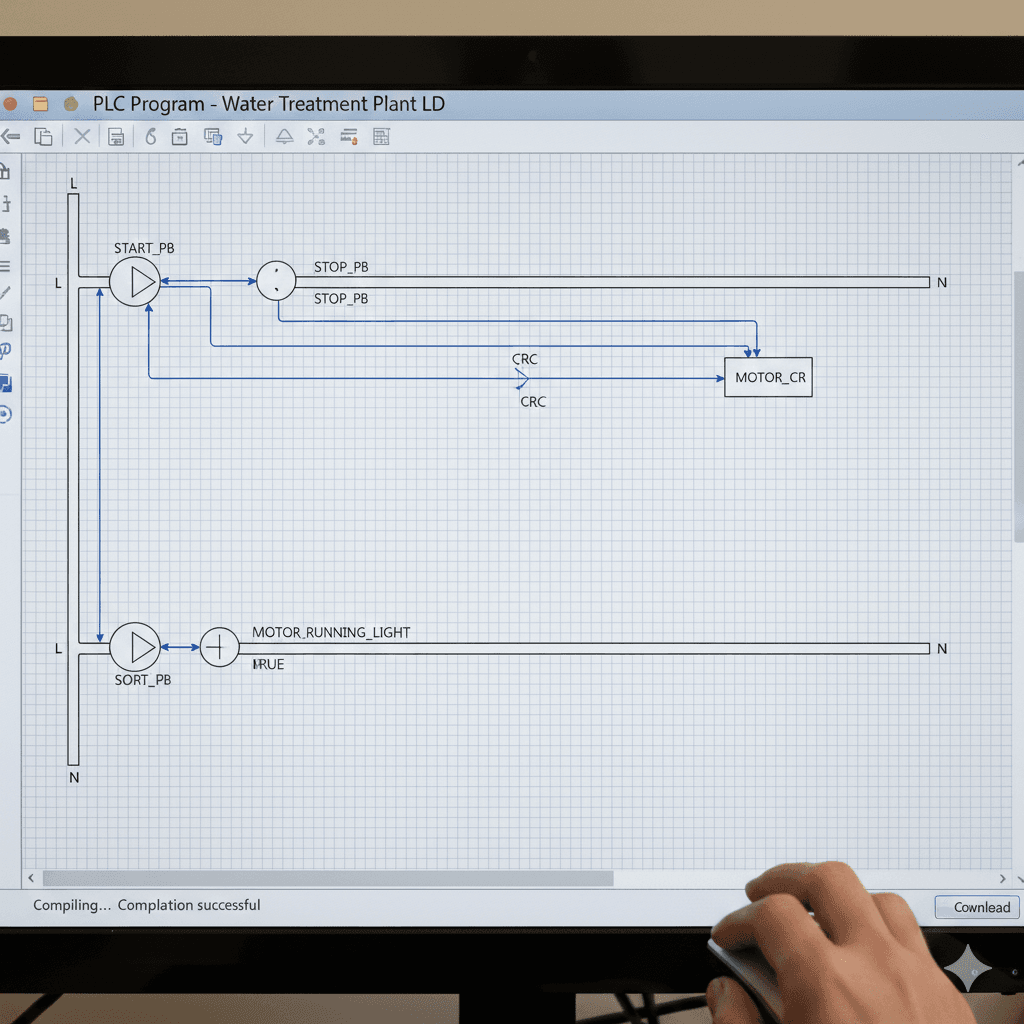
Bahasa paling populer dan paling mudah dipahami. Bentuknya seperti rangkaian relay listrik.
Cocok untuk:
- Logika ON/OFF
- Interlock
- Sistem start–stop
Contoh konsep:
Tombol START → Motor ON
Tombol STOP → Motor OFF
Structured Text (ST)
Bahasa berbentuk seperti bahasa pemrograman komputer (mirip Pascal atau C).
Digunakan untuk:
- Perhitungan matematis
- Algoritma komplek
- Kontrol presisi
Contoh konsep: Jika suhu > 80 maka matikan pemanas
Function Block Diagram (FBD)
Bahasa visual berbentuk blok-blok fungsi yang dihubungkan.
Digunakan untuk:
- Kontrol proses
- PID
- Sistem analog
- Flow industri
Setiap blok mewakili fungsi seperti:
Berbeda dengan komputer biasa, PLC tetap bisa bekerja 24 jam nonstop di dalam panel mesin pabrik tanpa mudah rusak. Karena itu, PLC sangat bisa diandalkan untuk proses produksi yang tidak boleh berhenti.
Mudah dikembangkan
Saat sistem ingin ditambah, misalnya:
Kesimpulan
Mengapa PLC sangat penting dalam otomasi industri
PLC itu ibarat otak di balik mesin-mesin modern. Tanpa PLC, banyak proses di pabrik masih harus dijalankan secara manual, lebih lambat, dan jauh lebih berisiko terjadi kesalahan.
Dengan PLC, mesin bisa:
- Bekerja otomatis tanpa diawasi terus-menerus
- Mengikuti urutan proses yang rapi dan konsisten
- Merespons sensor dan kondisi lapangan secara real-time
- Menjaga keselamatan mesin dan operator
PLC juga membuat sistem industri menjadi lebih fleksibel. Saat ada perubahan proses atau kebutuhan baru, tinggal mengubah program tidak perlu bongkar panel atau ganti rangkaian kabel. Di dunia industri yang menuntut: cepat, stabil, aman, dan efisien. PLC adalah teknologi yang membuat semua itu bisa tercapai.
Itulah sebabnya PLC menjadi tulang punggung otomasi di hampir semua pabrik modern, dari pengolahan makanan sampai industri berat.