Contoh Penggunaan PLC di Pabrik: Bagaimana PLC Bekerja di Dunia Industri
FOLKSAUTOMATION.COM – Kita sering membahas apa itu PLC, tetapi pertanyaan yang lebih penting adalah: apa sebenarnya yang dilakukan PLC di pabrik?
Bagi pemilik bisnis dan engineer, melihat aplikasi nyata jauh lebih penting daripada teori. Dengan memahami contoh penggunaan PLC di pabrik, kita bisa melihat bagaimana sistem otomasi menyelesaikan masalah produksi di dunia nyata.
Berdasarkan kondisi industri di Indonesia, berikut adalah contoh paling umum penggunaan PLC di pabrik saat ini.
1. Industri Makanan & Minuman: Lini Pengemasan Berkecepatan Tinggi
Dalam industri Food & Beverage (F&B), kecepatan dan kebersihan adalah segalanya.
Aplikasi: Pengisian dan pengemasan botol
Cara Kerja:
Sensor mendeteksi botol kosong di atas conveyor. PLC kemudian:
- Mengaktifkan nozzle untuk mengisi cairan, PLC mengambil potret semua status sensor lalu ketika execute program, PLC menjalankan baris kode (biasanya Ladder Diagram) ketika, Write Outputs: PLC update status mesin. Proses ini berulang terus, biasanya di bawah 10ms. Jadi, kalau ada botol miring sedikit, PLC tahu sebelum botol itu sampai ke nozzle.
- Mengaktifkan mesin penutup (capper) untuk menutup botol, singkatnya ketika kita mengisi botol hanya dengan perintah “Buka Valve – Tunggu 2 detik – Tutup Valve”, cairan akan tumpah karena ada efek tekanan pipa atau sisa tetesan (overshoot). PLC memakai kalkulasi matematika untuk menutup valve sedikit sebelum volume penuh supaya pas. Semua proses ini terjadi dalam hitungan milidetik.
Kenapa pakai PLC?
Manusia tidak mungkin mengisi 500 botol per menit secara konsisten. PLC bisa bekerja 24 jam nonstop tanpa tumpah satu tetes pun.
Ini adalah contoh nyata penggunaan PLC di pabrik minuman.
2. Industri Kelapa Sawit: Kontrol Boiler & Sterilizer
Indonesia adalah salah satu produsen kelapa sawit terbesar di dunia. Di industri ini, PLC sangat penting untuk keselamatan dan efisiensi.
Aplikasi: Otomasi Sterilizer dan Boiler
Cara Kerja:
PLC memantau:
- Tekanan uap, di sini PLC diprogram untuk menjalankan siklus tekanan uap. Kita tidak langsung menghajar tekanan tinggi. PLC bakal buka-tutup inlet valve dan exhaust valve supaya tekanannya naik-turun (puncak 1, 2, dan 3). Kenapa? Supaya udara di sela-sela berondolan sawit keluar dan uap masuk sempurna. Kalau manual? Tidak ada operator jaga tuas valve 24 jam presisi per detik.
- Suhu boiler, dalam drum level control, Air di dalam drum boiler tidak boleh kekosongan (bisa meledak karena overheat) dan tidak boleh kepenuhan (uap jadi basah, ngerusak turbin). PLC menggunakan sensor Level Transmitter untuk mengatur Feed Water Pump secara otomatis.
- Kondisi proses perebusan TBS (Tandan Buah Segar), Selama perebusan, uap yang bersentuhan sama TBS dingin akan berubah menjadi air (kondensat). PLC harus mantau level air di dasar Sterilizer lewat sensor. Kalau air kondensat ini tidak dibuang (lewat Blowdown Valve), proses pemanasan jadi nggak efektif.
Jika nilai melebihi batas aman, PLC otomatis menyesuaikan katup.
Kenapa pakai PLC?
Dengan sistem Remote I/O, ruang kontrol bisa ditempatkan jauh dari area panas dan berbahaya.
Ini adalah contoh penggunaan PLC di pabrik kelapa sawit.
3. Industri Manufaktur: Sistem Conveyor Pintar
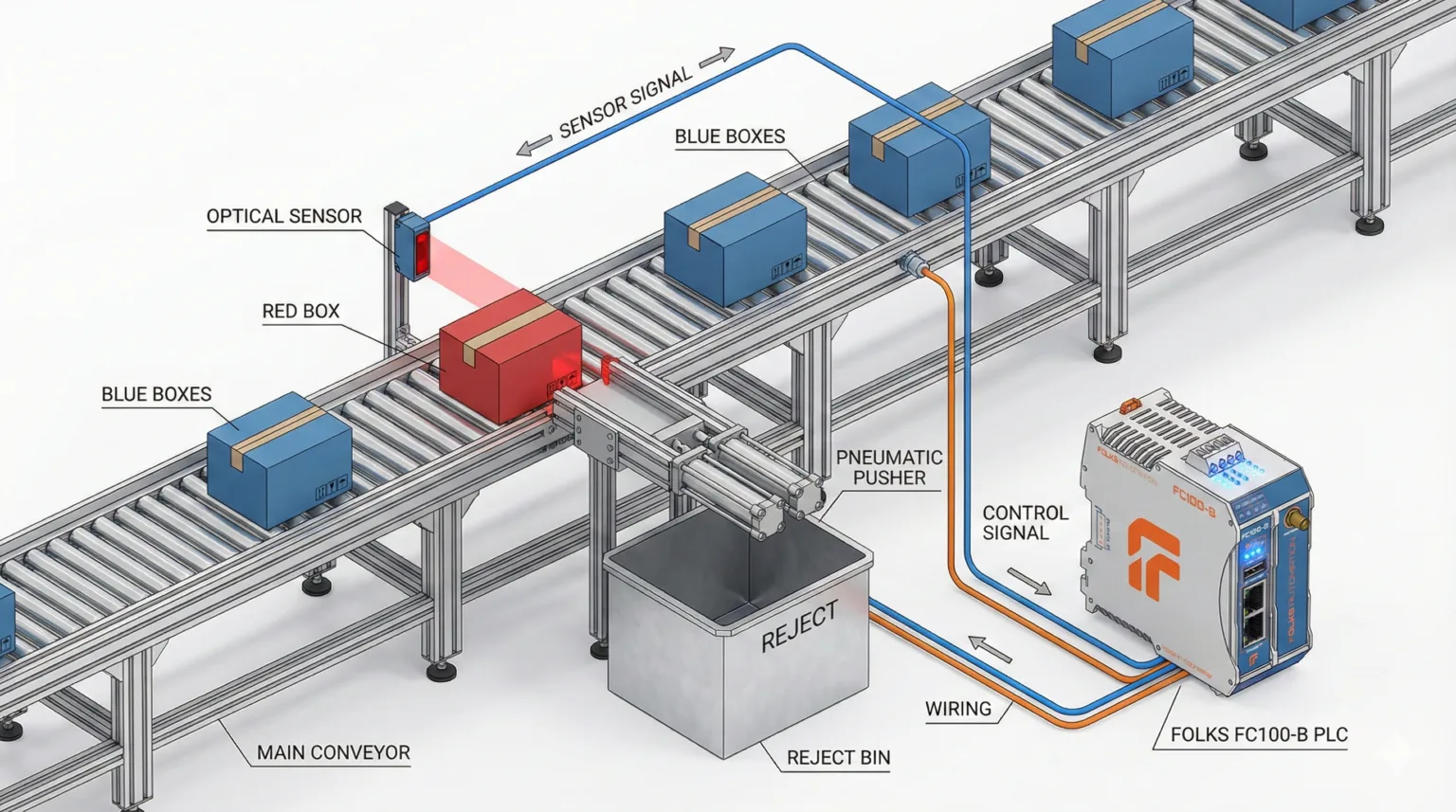
Conveyor adalah “urat nadi” pabrik.
Aplikasi: Penyortiran produk berdasarkan ukuran atau warna
Cara Kerja:
Sensor optik membaca kotak yang lewat.
Jika ukuran salah, PLC mengaktifkan pendorong pneumatik untuk mengeluarkan produk dari jalur produksi.
Kenapa pakai PLC?
PLC memastikan produk cacat tidak pernah sampai ke pelanggan.
Ini adalah contoh penggunaan PLC di pabrik manufaktur.
4. Industri Perkapalan: Sistem Alarm & Monitoring Mesin
PLC juga digunakan di kapal laut.
Aplikasi: Engine Room Monitoring & Alarm System (AMS) Tugas AMS bukan sekadar membunyikan sirine di Engine Control Room (ECR) atau anjungan , tapi lebih dari itu. Ada beberapa fungsi didalamnya. Berfungsi sebagai visualisasi (HMI/SCADA), Menampilkan parameter secara real-time dengan kode warna (Hijau = Normal, Kuning = Warning, Merah = Critical) dan fungsi keduanya Interlock & Auto-Shutdown, Kalau tekanan oli pelumas utama (Lube Oil Pressure) drop drastis di bawah standar, PLC tidak hanya membunyikan alarm. PLC mengirim sinyal ke sistem kontrol mesin untuk melakukan Slow Down otomatis atau Emergency Shut Down. Ini mencegah blok mesin jebol yang biayanya bisa miliaran rupiah.
Cara Kerja:
PLC memantau:
- Tekanan oli dan Level bahan bakar, Menggunakan pressure transmitter dengan standar sinyal industri 4-20mA. Sinyal arus ini kebal terhadap gangguan elektromagnetik dari generator kapal dibandingkan sinyal tegangan (0-10V). Jika terjadi guncangan keras yang membuat sensor tangki bahan bakar membaca level ‘kritis’ selama 2 detik akibat pergerakan cairan (sloshing) maka sistem relay konvensional, alarm akan langsung berbunyi dan memicu kepanikan di ruang kendali. Namun, PLC pada sistem AMS menggunakan fungsi filtering dan delay timer. PLC memverifikasi bahwa penurunan level hanya fluktuasi sesaat, menahan alarm, dan menjaga kru tetap fokus pada navigasi utama tanpa gangguan false alarm
- Suhu mesin, Menggunakan sensor RTD PT100 atau Thermocouple yang mengirim resistansi atau tegangan miliVolt ke modul analog PLC. Logika PLC (Deviation Monitoring), PLC tidak hanya mendeteksi Overheat (batas maksimal). PLC memantau Deviasi Suhu antar silinder. Contoh, Jika ada nilai yang tidak normal, PLC mengaktifkan alarm di ruang kendali. Sebuah mesin memiliki 6 silinder. PLC menghitung suhu rata-rata gas buang di 400°C. Tiba-tiba, sensor di silinder nomor 3 membaca suhu turun ke 320°C. PLC mendeteksi deviasi ekstrem dan langsung memicu alarm. Kru langsung tahu injektor silinder 3 mampet atau gagal membakar bahan bakar (misfire), tanpa harus mengecek silinder satu per satu. Kenapa pakai PLC? Karena keandalan mutlak diperlukan di tengah laut.
5. Industri Kimia: Pencampuran Presisi Tinggi
Kesalahan kecil dalam pencampuran bahan kimia bisa berakibat fatal, sebaiknya perhatikan contoh kasus berikut, dalam Pencampuran Presisi Tinggi (Batch Mixing).
Dalam pencampuran bahan kimia, mengandalkan waktu (timer) untuk menakar cairan adalah kesalahan fatal karena tekanan pipa selalu berfluktuasi. Pabrik kimia modern menggunakan PLC dengan Closed-Loop Control untuk akurasi absolut.
Cara Kerja PLC pada Batch Mixing:
- Penimbangan Real-Time: Tangki pencampur duduk di atas sensor berat (Load Cell). PLC membuka katup bahan baku secara penuh (100%).
- Kontrol Dribble Flow: Menjelang target berat tercapai (misal kurang 2 kg), PLC memerintahkan Proportional Valve untuk menutup perlahan hingga menyisakan bukaan 10%. Ini mencegah cairan meluber dan menjamin akurasi resep hingga level gram.
- Agitasi Dinamis: Motor pengaduk tidak menggunakan sistem nyala-mati (ON/OFF). PLC mengendalikan motor melalui Variable Frequency Drive (VFD) untuk menyesuaikan kecepatan secara otomatis. Misalnya, PLC memutar lambat di 20 RPM pada fase awal agar bahan tidak berbuih, lalu menaikkan ke 100 RPM saat bahan kedua masuk.
Contoh Kasus: Pada pembuatan resin epoksi, selisih 100 gram bahan pengeras (hardener) bisa membuat satu tangki bahan seharga ratusan juta rupiah mengeras menjadi batu. Integrasi PLC dengan Load Cell dan VFD menyingkirkan tebakan manusia, menimbang cairan secara presisi, dan mencegah reaksi panas berlebih yang berakibat fatal.
Mengapa Pabrik Memilih PLC daripada PC?

Meskipun komputer bisa diprogram, pabrik lebih memilih PLC karena PLC adalah inti dari sistem otomasi industri.
PLC memiliki keunggulan:
- Tahan banting – tahan debu, getaran, dan gangguan listrik
- Real-time – memprioritaskan pembacaan sensor
- Modular – mudah menambah I/O sesuai kebutuhan pabrik
Kesimpulan
Dari pabrik sawit hingga pabrik minuman, PLC adalah tenaga kerja tak terlihat yang menggerakkan industri modern.
Dengan memahami contoh penggunaan PLC di pabrik, kita bisa melihat betapa pentingnya PLC dalam menjaga kualitas, kecepatan, dan keselamatan produksi.