Pengertian PLC (Programmable Logic Controller) dan fungsinya

Programmable Logic Controller adalah sebuah komputer yang di program untuk mengendalikan mesin secara otomatis, sehingga mesin produksi berjalan sesuai dengan logika yang sudah dibuat.
Bagaimana Cara Kerja PLC? Simplenya, PLC berkerja dalam tiga tahap :
1. Menerima Input
PLC Menangkap sinyal seperti :
– Sensor Suhu
Misalnya Thermocouple, RTD(Pt100), atau Thermistor yang merespons perubahan temperatur lalu mengubahnya menjadi:
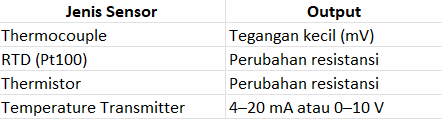
Thermocouple
Karena pada dasarnya PLC tidak bisa membedakan mana suhu panas, dan mana suhu dingin yang PLC tau hanya angka. Dalam tahap konversi dari sinyal fisik ke elektrik, thermocouple itu tidak mengirim data, tapi mereka mengirim perubahan fisik. Thermocouple itu isinya cuma dua kabel logam yang jenisnya beda (misal: Kromel dan Alumel), terus ujungnya disatuin (dilas). Kenapa dia menghasilkan tegangan kecil? Kenapa ga langsung mengeluarkan arus besar aja? Pergerakan elektron karena panas ini skalanya sangat mikro. Secara alami, energi yang dihasilkan memang cuma di kisaran milivolt (mV). Sebagai gambaran, 1 unit baterai jam dinding itu 1.500 mV. Thermocouple biasanya cuma ngeluarin 10 sampai 50 mV saja. Karena tegangannya hanya milivolt, gangguan listrik dari kabel motor (induksi) bisa dengan gampang “numpuk” di kabel thermocouple. PLC bakal membaca suhu yang lompat-lompat (ngaco) karena dia nggak bisa bedain mana sinyal asli mana sampah listrik. Jadi, Jangan pernah memasang kabel Thermocouple sejajar bareng kabel Power Motor atau Inverter. Sinyal milivolt itu lemah banget, mudah kegulung sama induksi magnet kabel gede. Di layar HMI atau monitor SCADA, angka suhu nggak bakal diem atau naik-turun secara halus, tapi lompat-lompat liar dalam hitungan milidetik. Misal, suhu asli oven itu 150°C. Karena kena gangguan listrik (noise), tampilannya di layar bakal kayak gini: 150.1 -> 158.5 -> 142.0 -> 155.2 -> 148.8 Lompatannya bisa puluhan derajat hanya dalam sekejap mata.
RTD(Pt100)
Fungsi dari RTD ini adalah mengubah hambatan listrik. Bayangin logam Platinum (Pt) di dalam sensor itu seperti lorong yang isinya banyak “bola-bola” (atom). Arus listrik itu “orang-orang” (elektron) yang mau lewat lorong itu. Ketika dingin, Atom-atom logam diam atau cuma getar pelan. Elektron bisa lewat dengan lancar. Hambatannya kecil.
Ketika panas, Atom-atom logam mendapatkan energi panas, dan mereka mulai bergetar hebat. Getaran ini “ngeblokir” jalan para elektron. Hasilnya, Susah lewat = Hambatan (Resistansi) naik. Fenomena ini namanya Positive Temperature Coefficient (PTC). Sekarang pertanyaanya kenapa menggunakan “Platinum” dan Angka “100”? Logam ini dipilih karena paling “jujur” dan stabil. Dia nggak gampang karat dan hubungan antara kenaikan suhu sama kenaikan resistansinya sangat linear (bergaris lurus). Jadi PLC dengan mudah menghitungnya lalu 100, Ini standar industri. Artinya, pada suhu 0°C, hambatan kabel Platinum itu tepat 100 Ohm.
Thermistor
Berbeda dengan RTD yang pakai logam, Thermistor menggunakan bahan semikonduktor (keramik atau polimer). Cara Kerja (NTC – Negative Temperature Coefficient), pada jenis yang paling banyak digunakan di industri. Sifatnya berkebalikan dengan logam. Pada bahan semikonduktor, panas justru memicu pelepasan lebih banyak pembawa muatan listrik. Artinya, listrik justru lebih mudah lewat saat suhu panas. Hubungannya berlawanan. Suhu naik = Hambatan turun. Perubahan nilai hambatannya sangat drastis meski suhu hanya berubah sedikit. Ini membuatnya sangat sensitif untuk mendeteksi perubahan suhu kecil.
Tabel Perbandingan: RTD (Pt100) vs. Termistor (NTC)
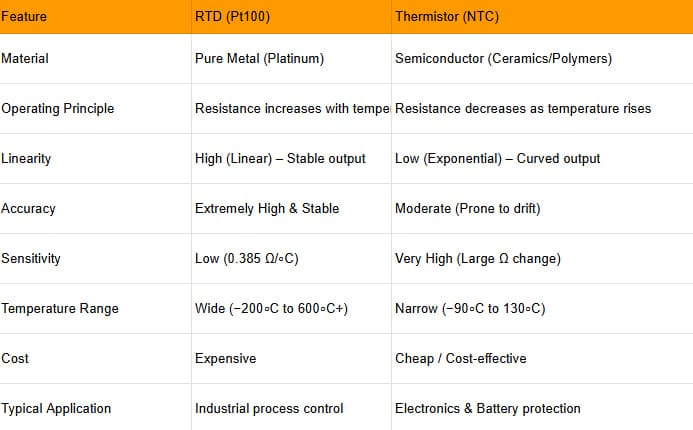
1. Linearity (Linearitas)
Linearitas menentukan seberapa sederhana PLC mengolah data dari sensor.
- Linear (RTD/Pt100): Hubungan antara perubahan suhu dan perubahan hambatan membentuk garis lurus. PLC hanya perlu menggunakan persamaan linear sederhana ($y = mx + c$) untuk mengonversi nilai Ohm menjadi derajat Celsius. Ini meringankan beban kerja CPU PLC.
- Non-Linear (Thermistor): Hubungannya membentuk kurva eksponensial. PLC tidak bisa menggunakan rumus simpel. Lo harus memasukkan algoritma atau tabel konversi yang kompleks (seperti Steinhart-Hart Equation) ke dalam program. Jika PLC lo tipe lama atau spek rendah, ini bisa memperlambat waktu eksekusi program.
2. Sensitivity (Sensitivitas)
Sensitivitas adalah besarnya perubahan output (Ohm) untuk setiap satuan perubahan input (Suhu).
- High Sensitivity (Thermistor): Nilai hambatan berubah sangat drastis meskipun suhu hanya berubah sedikit. Hal ini memungkinkan sistem mendeteksi perubahan suhu yang sangat halus, hingga skala $0,01^\circ\text{C}$.
- Paradoks Akurasi: Penting untuk dipahami bahwa sensitif tidak sama dengan akurat. Sensor yang sensitif hanya berarti dia sangat responsif, tetapi belum tentu nilai yang dia berikan itu benar secara absolut. RTD mungkin kurang sensitif (perubahan Ohm-nya kecil), namun nilai yang dihasilkan jauh lebih akurat dan dapat dipercaya.
3. Drift (Pergeseran Nilai)
Drift berkaitan dengan stabilitas jangka panjang sensor.
High Drift (Thermistor): Material semikonduktor pada Thermistor cenderung mengalami penuaan lebih cepat. Seiring bertambahnya usia pakai, nilai hambatannya akan bergeser sendiri (misalnya: suhu sebenarnya $50^\circ\text{C}$, tapi sensor membaca setara $52^\circ\text{C}$ karena degradasi material). Akibatnya, lo harus lebih sering melakukan kalibrasi atau mengganti sensor secara berkala.
– Sensor Tekanan
Low Drift (RTD): RTD sangat stabil. Nilai hambatannya tidak mudah berubah meskipun sudah digunakan selama bertahun-tahun dalam kondisi operasi yang sama. Ini meminimalkan kebutuhan kalibrasi ulang.

– Push Button

– Limit Switch

– Proximity sensor
Sinyal-sinyal diatas menunjukan kondisi bagaimana mesin berkerja di lapangan, contohnya apakah mesin sedang hidup, suhu dalam tangki terlalu tinggi, atau produk sudah berada pada proses tertentu.
2. Memproses Data
Semua sinyal yang terinput diproses oleh PLC menggunakan program yang sudah di coding sebelumnya oleh para teknisi. Program ini biasanya sering ditulis dalam bentuk :
– Ladder Diagram
– Function Block
– Structured Text
Ketika sudah masuk, PLC akan menganalisa input yang masuk akan di proses berdasarkan logika yang sudah di set sebelumnya.
3. Menghasilkan Output
Nah, setelah di proses PLC kembali mengirimkan perinta ke perangkat Output seperti :
– Motor
– Solenoid valve
– Relay
– Lampu indikator
– Conveyor
Contohnya jika sensor sudah mendeteksi kaleng sudah berada diposisi yang benar, maka PLC akan mengaktifkan sistem pelebelan produk secara otomatis.
Fungsi PLC dalam Sistem Kontrol Otomatis
- PLC sebagai Otak Pengendali Mesin
- PLC untuk Monitoring dan Keamanan Sistem
- PLC dalam Efisiensi dan Otomasi Proses Produksi
Baca Juga : Contoh Penggunaan PLC di Berbagai Industri
Manfaat Menggunakan PLC dalam Operasional Industri
Meningkatkan Produktivitas
Kita dapat menggunakan PLC untuk memantau dan mengontrol proses berjalannya mesin secara real-time dengan kontrol secara real-time ini kita dapat mengetahui gangguan secara cepat, respon terhadap perubahan yang terjadi lebih mudah di ketahui serta hasil yang lebih akurat. Hasilnya produksi lebih stabil dan peningkatan produksi meningkat
Mengurangi Kesalahan Manusia (Human Error)
Intervensi manual yang dilakukan manusia akan meningkatkan kesalah yang tinggi, terlebih jika sudah kelelahan. Kesalahan pada manusia dapat berkurang drastis ketika menggunakan PLC yang sudah diprogram sesuai kebutuhan industri karena perintah dapat dikontrol secara konsisten.
Mempermudah Maintenance dan Troubleshooting
Karena PLC terus aktif memantau mesin, ketika ada tanda tanda penurunan performa atau mis flutuasi sensor ia dapat mendeteksi sebelum terjadi kerusakan secara menyeluruh dengan adanya itu, teknisi dapat menjadwalkan perbaikan pada waktu tertentu supaya mesin berjalan dengan baik.
Relevansi Masa Depan
Hubunganya dengan masa depan sangat kuat karena PLC bukan hanya alat untuk mengontrol mesin, tapi juga menjadi ekosistem dalam industri manapun dalam konteks industri 4.0 dan smart factory PLC akan semakin penting dan tak tergantikan.
Intervensi manual yang dilakukan manusia akan meningkatkan kesalah yang tinggi, terlebih jika sudah kelelahan. Kesalahan ada manusia dapat berkurang drastis ketika menggunakan PLC yang sudah diprogram sesuai kebutuhan industri karena perintah dapat dikontrol secara konsisten.
Mempermudah Maintenance dan Troubleshooting
Karena PLC terus aktif memantau mesin, ketika ada tanda tanda penurunan performa atau mis flutuasi sensor ia dapat mendeteksi sebelum terjadi kerusakan secara menyeluruh dengan adanya itu, teknisi dapat menjadwalkan perbaikan pada waktu tertentu supaya mesin berjalan dengan baik. Pengertian plc dan fungsinya secara keseluruhan adalah Hubunganya dengan masa depan sangat kuat karena PLC bukan hanya alat untuk mengontrol mesin, tapi juga menjadi ekosistem dalam industri manapun dalam konteks industri 4.0 dan smart factory PLC akan semakin penting dan tak tergantikan.