Cara Membuat Ladder Diagram PLC untuk Pemula (Panduan Lengkap dan Mudah Dipahami)
Sebelum masuk kepenjelasan lebih dalam, ayo kita pahami dulu apa itu ladder diagram. Ladder diagram adalah bahasa pemprograman grafis yang digunakan pada PLC untuk membuat sistem kontrol yang dibuat secara logica untuk berbagai industri.
Apa Itu Ladder Diagram pada PLC? Mengapa Ladder Diagram Banyak Digunakan di Industri?
1. Intuitif dan Mudah Dipahami oleh Teknisi Elektrik
Ladder Diagram menyerupai skema rangkaian listrik konvensional yang sudah dipelajari teknisi listrik dan mekanik sejak awal karier mereka. Karena bentuknya seperti diagram relay dan rangkaian listrik, teknisi, operator, dan maintenance gampang membaca dan memahami logikanya tanpa harus belajar bahasa pemrograman tingkat tinggi terlebih dahulu.
2. Visualisasi Logika yang Jelas dan Langsung
Diagram ladder memvisualisasikan logika kontrol dengan sangat jelas:
- Kontak Normally Open/Closed mewakili kondisi input
- Coil mewakili kondisi output biasanya dalam bentuk lampu indikator, kontaktor motor, atau selenoid valve (keran air otomatis)
- Rung menunjukkan alur arus logika contohnya seperti arus listrik yang harus melewati tombol start terlebih dahulu jadi kalau sudah ada barang yang terdeksi maka listrik baru sampai ke motor yang secara langsung membuat mesin berjalan secara otomatis. Jadi kalau mau menjalankan 1 mesin atau 2 mesin dimana harus ada 2 komponen yang harus nyala bersamaan. Dimana satu jalur untuk logika, jalur 2 untuk output.
Visual ini membuat desain dan debug menjadi lebih sederhana dibandingkan bahasa teks. Tidak hanya itu, visualisasi logika ini membuat debug lebih mudah ditemukan.
3. Standar IEC 61131-3 yang Ditentukan Secara Internasional
Ladder Diagram adalah salah satu bahasa resmi dalam standar pemrograman PLC (IEC 61131-3). Artinya bahasa ini:
- Distandarkan secara global, membuat bahasa pemprograman yang terstruktur dan efisien agar kontrol logika pada PLC jadi lebih baik.
- Kompatibel dengan sebagian besar merk PLC (Siemens, Allen-Bradley, Mitsubishi, dll.) yang sudah menggunakan standar IEC 61131-3 sejak lama
- Memungkinkan engineer bekerja di berbagai sistem tanpa perlu belajar ulang dari nol
Dengan membaca dokumentasi serta cara dubagging yang lebih mudah
- Perbedaan Ladder Diagram dan Bahasa Pemrograman PLC Lainnya
4. Kompatibilitas Luas dengan Berbagai PLC di Pasar
Mayoritas PLC modern dan berbagai komunitas, mendukung Ladder Diagram sebagai bahasa pemrograman utama atau pilihan default. Karena dukungan ini, banyak engineer dan pabrikan tetap menggunakan Ladder daripada bahasa lain yang kurang umum.
5. Troubleshooting dan Debugging Lebih Cepat
Dengan struktur grafis, teknisi bisa langsung melihat “alur daya/logika” yang sedang berjalan. Di proses yang mana mesin terhambat atau baris program mana yang error. Hal ini mempercepat proses identifikasi dan perbaikan kesalahan di lapangan, terutama di lingkungan produksi kamu yang harus uptime terus menerus.
6. Kebiasaan Industri dan Knowledge Legacy
Di banyak negara Eropa dan seluruh dunia, banyak tenaga teknik tumbuh besar belajar logika relay tradisional. Karena itu industri merasa Ladder lebih efisien daripada langsung beralih ke bahasa teks seperti Structured Text atau Function Block Diagram.
Dasar-Dasar yang Harus Dipahami Sebelum Membuat Ladder Diagram PLC
- Konsep Input, Output, dan Memori pada PLC
Input adalah bagian dari PLC yang menerima sinyal dari dunia luar yaitu dari sensor, tombol, atau perangkat lain. Fungsi utamanya adalah mengambil informasi dari proses industri untuk dibawa ke dalam PLC agar bisa diproses oleh CPU (otak dari plc dimana semua keputusan ada disini)
Contoh sinyal input meliputi:
- Sensor tekanan
- Limit switch
- Sensor suhu
- Push button
- Sensor jarak/proximity
Input ini kemudian diubah menjadi sinyal digital/analog dalam rentang tertentu 0–10 Volt dan 4–20 mA yang dimengerti oleh PLC melalui modul I/O. Tiap titik input memiliki alamat unik di memori sehingga PLC tahu mana sensor yang sedang aktif atau tidak.
Output adalah bagian yang mengirimkan perintah dari PLC ke perangkat setelah logika program diproses oleh CPU. Output melaksanakan keputusan yang sudah ditentukan dalam program. Output pada umumnya seperti ini :
- Motor ON/OFF
- Relay / kontaktor
- Lampu indikator
- Solenoid valve
- Alarm atau perangkat otomatis lainnya
Nah hasil dari output akan mengambil status hasil eksekusi program kemudian memberikan sinyal ke perangkat fisik yang sesuai, baik itu digital ataupun analog. Seperti yang sudah dijelaskan sebelumnya.
Sekarang kita masuk ke konsep memori PLC element penting dari semua penyimpanan PLC agar semua dapat berkerja secara efektif. Lalu apa saja yang dapat disimpan pada memori?
Program Kontrol (User Program)
Kode atau logika (misalnya Ladder Diagram) yang dibuat programmer untuk menentukan bagaimana PLC bereaksi terhadap input dan output.
Status Input & Output
Memori menyimpan informasi real-time tentang keadaan semua input dan output (misalnya ON/OFF).
Data Internal
Nilai timer, counter, flag, variabel internal (System Bits/Flags, Data Register (D/MW), Internal Relay / Markers (M/W/R), Timer (T), Counter ( C ), Retentive Memory (R) yang digunakan program PLC.
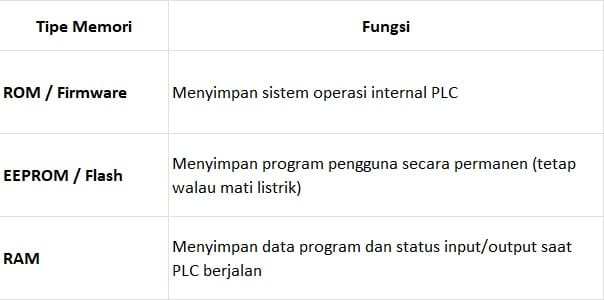
Jenis-Jenis Memori di PLC
Memori memori ini biasanya digunakan untuk berbagai tujuan tergantung dari fungsinya.
Memahami Kontak NO (Normally Open) dan NC (Normally Closed)
NO (Normally Open) artinya dalam kondisi normal (belum ditekan / belum aktif), kontak berada dalam keadaan terbuka.
Di ladder diagram, kontak NO akan:
- Tidak mengalirkan logika (false / 0) saat input OFF
- Mengalirkan logika (true / 1) saat input ON
Sederhananya:
Kalau tombol ditekan → sinyal masuk → kontak NO “menutup” → output bisa aktif.
Contoh paling umum:
- Push button START
- Sensor yang aktif saat mendeteksi objek
Di ladder diagram biasanya digambar seperti dua garis sejajar:
—| |—
Sedangkan untuk NC (Normally Closed) kebalikannya.
Dalam kondisi normal, kontak ini tertutup. Artinya:
- Mengalirkan logika saat input OFF
- Terbuka (tidak mengalirkan logika) saat input ON
Jadi ketika sinyal aktif, justru jalurnya terputus.
Contoh penggunaannya:
- Push button STOP
- Emergency stop
- Sensor safety
Simbolnya di ladder diagram:
—|/|—
Terlihat kan perbedaanya? Awas jangan sampai tertukar ya karena akan memperngaruhi fungsi saat program berjalan.
Bedakan: Kontak Fisik vs Kontak di Program
Ini bagian yang sering bikin salah paham.
Kontak NO dan NC di ladder diagram bukan berarti kamu harus selalu pakai tombol NO atau NC secara fisik.
Yang penting adalah logika sinyalnya di PLC.
Misalnya:
- Tombol STOP biasanya dipasang secara fisik sebagai NC (untuk alasan safety)
- Tapi di program, kamu tetap harus memahami apakah input tersebut bernilai 1 saat ditekan atau saat dilepas
Jadi jangan cuma hafal simbolnya saja ya tapi pahami aliran logikanya.
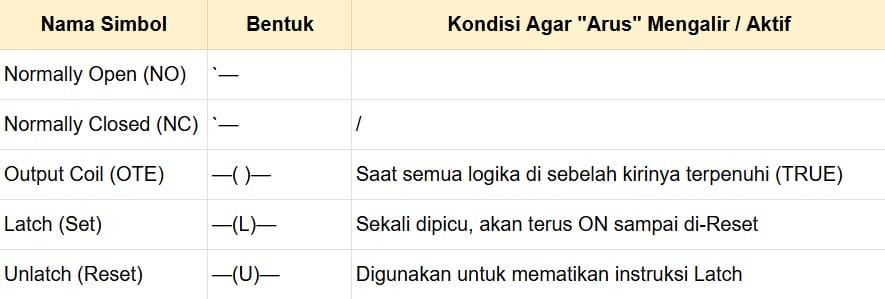
Simbol-Simbol Dasar dalam Ladder Diagram
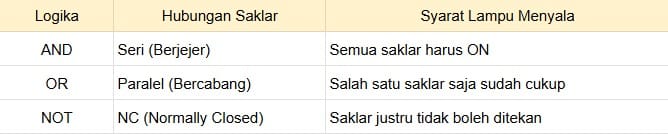
Konsep Logika AND, OR, dan NOT dalam Ladder Diagram
Gampangnya, bayangkan Ladder Diagram itu seperti instalasi listrik di rumah. Arus listrik mengalir dari kiri ke kanan untuk menyalakan sebuah “beban” (lampu atau motor).
Logika AND (Logika Seri)
Logika AND bisa kamu bayangkan seperti dua saklar yang dipasang berurutan (seri). Agar lampu bisa menyala, Saklar A DAN Saklar B harus sama-sama tertutup (ditekan).
Contoh nyata: Sistem keamanan mesin potong. Operator harus menekan dua tombol sekaligus dengan kedua tangannya agar mesin bekerja (demi keamanan agar tangan tidak terjepit).
Cara kerja: Jika hanya satu saklar yang ditekan, arus listrik terputus di tengah jalan. Lampu tidak akan menyala.
Logika OR (Logika Paralel)
Kalau logika OR, saklarnya dipasang bertingkat atau sejajar (paralel). Di sini, kamu punya pilihan: tekan Saklar A ATAU Saklar B, lampu tetap akan menyala.
- Cara kerja: Arus punya “jalur alternatif”. Kalau jalur atas putus tapi jalur bawah nyambung, arus tetap sampai ke lampu.
- Contoh nyata: Lampu tangga. Kamu bisa menyalakan lampu dari saklar di lantai bawah atau dari saklar di lantai atas. Salah satu ditekan, lampu langsung ON.
Logika NOT (Logika Kebalikan)
Logika NOT ini agak unik karena prinsipnya “kebalikan”. Dalam Ladder Diagram, kita menggunakan kontak yang namanya Normally Closed (NC). Gambarnya biasanya ada garis miringnya.
- Cara kerja: Saat kondisi normal (saklar TIDAK ditekan), arus justru mengalir dan lampu menyala. Tapi, begitu saklar kamu tekan, arus malah terputus dan lampu mati.
- Contoh nyata: Tombol Emergency Stop. Dalam kondisi normal, mesin harus jalan terus. Tapi begitu ada bahaya dan tombol ditekan, logika NOT akan memutus aliran listrik agar mesin segera berhenti.
Berikut Tabel Ringkasan untuk Memudahkan dalam pemahaman logika:
Struktur Ladder Diagram PLC dan Cara Membacanya
- Apa Itu Rung dalam Ladder Diagram?
Jika Ladder Diagram adalah sebuah “tangga”, maka Rung adalah anak tangganya.
Setiap Rung mewakili satu baris instruksi atau satu pernyataan logika. PLC membaca program ini satu per satu, mulai dari rung paling atas hingga paling bawah secara berurutan (scanning).
- Satu Rung = Satu Fungsi: Biasanya, satu rung digunakan untuk mengontrol satu output (coil).
2. Logika “Benar”: Jika kondisi di sebelah kiri terpenuhi, maka arus akan “mengalir” melewati rung tersebut untuk mengaktifkan output di sebelah kanan.
- Alur Arus Logika dari Kiri ke Kanan
Dalam dunia PLC, ada istilah Power Rails. Ini adalah dua garis vertikal di sisi paling kiri dan kanan.
- Rel Kiri (Power Rail): Bayangkan ini sebagai kutub positif atau sumber listrik.
- Rel Kanan (Neutral Rail): Ini adalah kutub negatif atau titik kembali.
- Aliran dari Kiri ke Kanan: Logika PLC selalu mengalir dari rel kiri menuju rel kanan. Arus hanya bisa sampai ke kanan jika semua “saklar” (kontak) di sepanjang rung dalam keadaan tertutup atau aktif.
Penting untuk diingat: PLC tidak benar-benar mengalirkan listrik 220V di dalam kodenya. Ini hanyalah logika virtual yang meniru cara kerja listrik nyata agar teknisi lebih mudah memahaminya.
- Perbedaan Kontak dan Coil dalam Ladder Diagram
Ini adalah komponen paling dasar yang akan selalu kamu temukan. Gampangnya: Kontak adalah Input, Coil adalah Output.
Kontak (Input)
Terletak di sisi kiri rung. Kontak mewakili kondisi yang harus dipenuhi (seperti sensor, tombol, atau saklar).
- Normally Open (NO): Simbolnya $| |$. Arus tidak akan lewat kecuali ada “perintah” (misal: tombol ditekan).
- Normally Closed (NC): Simbolnya $|/|$. Arus sudah lewat secara default, dan akan terputus jika ada “perintah” (misal: sensor mendeteksi benda).
Coil (Output)
Terletak di ujung paling kanan rung. Simbolnya biasanya berbentuk lingkaran atau kurung $( )$.
- Coil mewakili perangkat yang ingin kamu kendalikan, seperti lampu, motor, solenoid, atau bahkan relay internal di dalam memori PLC.
- Jika jalur logika dari kiri “tersambung” sampai ke Coil, maka Coil akan menjadi ON (Energized).
Perbandingan Cepat Kontak VS Coil

Cara Membuat Ladder Diagram PLC Langkah Demi Langkah
Banyak programmer di luar negeri (seperti dari RealPars atau PLC Academy) menekankan pentingnya persiapan sebelum mulai menyentuh software. Berikut adalah langkah-langkah praktis membuat Ladder Diagram dari nol:
- Menentukan Tujuan Sistem Kontrol
Sebelum membuka laptop, kamu harus tahu persis apa yang ingin dilakukan mesin. Ini sering disebut sebagai Sequence of Operation.
Tanya dirimu: “Apa yang memicu mesin jalan?” dan “Kapan mesin harus berhenti?”
Tips: Buat coretan sederhana atau flowchart. Misalnya: “Jika tombol Start ditekan, konveyor jalan. Jika sensor mendeteksi barang, konveyor berhenti 5 detik, lalu jalan lagi.”
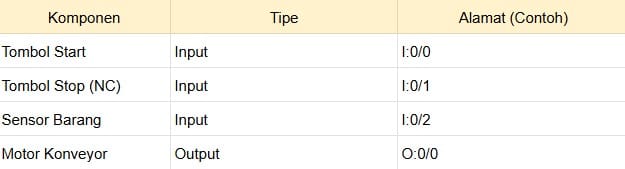
- Menentukan Input dan Output yang Digunakan
Setelah tahu cara kerjanya, inventarisir semua perangkat keras (hardware) yang terhubung ke PLC. Di dunia industri, ini disebut I/O Mapping.
Input: Komponen yang memberi informasi ke PLC (Tombol, Sensor, Limit Switch).
Output: Komponen yang digerakkan oleh PLC (Motor, Lampu, Solenoid, Buzzer).
- Membuat Logika Dasar di Rung Pertama
Kamu bisa mulai dari yang paling mendasar: Sistem Start/Stop. Jangan langsung membuat logika rumit. Fokus pada satu fungsi utama agar kamu tidak bingung saat terjadi error.
Latching (Pengunci): Karena tombol push button hanya mengirim sinyal sesaat, kamu butuh kontak bantuan dari Output untuk “mengunci” aliran listrik agar motor tetap menyala meskipun tombol sudah dilepas.
- Menambahkan Interlock dan Sistem Safety
Ini adalah tahap yang membedakan programmer amatir dan profesional. Interlock adalah kunci pengaman agar dua kondisi yang berlawanan tidak terjadi bersamaan.
Contoh Interlock: Motor tidak boleh menyala jika pintu pengaman (guard door) terbuka.
Emergency Stop: Pastikan ada logika yang memutus semua Output jika tombol darurat ditekan. Gunakan kontak NC (Normally Closed) untuk keamanan maksimal (fail-safe).
Pesan dari Pakar: “Programming is 20% making it work, and 80% making it safe.” (Koding itu 20% buat jalan, 80% buat mastiin aman).
- Melakukan Simulasi dan Pengujian Program
Jangan langsung kirim program ke mesin nyata! Gunakan fitur Simulator yang ada di software PLC (seperti RSLogix Emulate, ISPSoft Simulator, atau TIA Portal Simulation).
Uji Skenario Buruk: Apa yang terjadi jika sensor rusak? Apa yang terjadi jika tombol Stop ditekan di tengah proses?
Debug: Jika ada yang tidak sesuai, perbaiki logikanya di simulator sampai benar-benar mulus.
Kesalahan Umum Saat Membuat Ladder Diagram PLC
Supaya kamu nggak perlu mengalami error yang sama, yuk kita bahas kesalahan umum saat membuat Ladder Diagram dan cara menghindarinya:
- Salah Menggunakan Kontak NO dan NC
Ini adalah “Jebakan Batman” paling sering terjadi. Kesalahan ini biasanya terjadi karena kita bingung membedakan antara kondisi fisik saklar di dunia nyata dengan simbol di software.
Kesalahannya: Memasang tombol Emergency Stop fisik yang tipenya NC (Normally Closed), tapi di program juga ditulis pakai simbol NC.
Efeknya: Logikanya jadi terbalik. Saat tombol ditekan, mesin justru jalan, dan saat tombol dilepas, mesin mati.
Solusinya: Selalu bayangkan arus mengalir. Jika tombol fisiknya sudah mengalirkan arus (NC), maka di program cukup gunakan simbol NO ($| |$) untuk mendeteksi arus tersebut.
- Tidak Membuat Interlock Keamanan
Ini adalah kesalahan fatal yang bisa merusak hardware atau membahayakan operator. Interlock adalah sistem pengunci agar dua hal yang berlawanan tidak terjadi di waktu yang sama.
- Contoh Kasus: Kamu membuat program untuk motor maju (Forward) dan mundur (Reverse). Jika kamu lupa pasang interlock, dan kedua tombol ditekan bersamaan, motor bisa korsleting atau terbakar.
- Cara Benar: Masukkan kontak NC dari Output “Mundur” ke dalam jalur Output “Maju”. Jadi, selama motor lagi mundur, jalur motor maju otomatis terputus secara sistem.
- Logika Terlalu Rumit dan Sulit Dipahami
Banyak programmer pemula merasa makin panjang dan bercabang satu rung, makin terlihat hebat. Padahal, prinsip utama industri adalah KISS (Keep It Simple, Stupid).
- Kesalahannya: Menumpuk terlalu banyak kondisi (AND, OR, NOT) dalam satu baris panjang. Ini sangat menyiksa teknisi saat harus mencari kerusakan (troubleshooting).
- Solusinya: Pecah logika menjadi beberapa rung yang sederhana. Lebih baik punya 10 rung yang mudah dibaca daripada 2 rung raksasa yang bikin pusing.
- Tidak Memberikan Komentar pada Program
Bayangkan kamu memperbaiki mesin yang rusak 2 tahun lagi, dan kamu melihat ribuan alamat seperti I:0/1, O:0/5, tanpa keterangan apapun. Kamu pasti akan mengutuk dirimu sendiri di masa lalu.
Kesalahannya: Malas memberi nama (label) dan deskripsi pada setiap alamat (Tag/Address).
Dampaknya: Waktu perbaikan jadi jauh lebih lama dan berisiko salah modifikasi.
Tips Pro: Di standar internasional, setiap rung minimal harus punya satu baris deskripsi tentang apa fungsinya.
Tips Agar Ladder Diagram PLC Lebih Rapi dan Profesional
Menurut para ahli dari SolisPLC dan AutomationDirect, kerapian kode adalah investasi. Jika mesin mati di jam 3 pagi, kode yang rapi akan menyelamatkan teknisi (dan reputasimu). Berikut adalah tips rahasia agar Ladder Diagram kamu terlihat seperti buatan pro:
- Gunakan Penamaan Address yang Konsisten
Jangan biarkan programmu penuh dengan kode misterius seperti I:1/0 atau M0.1 tanpa nama. Di industri modern, kita menggunakan Tag-Based Programming.
- Gunakan Nama yang Deskriptif: Daripada cuma Sensor1, lebih baik gunakan Sensor_Botol_Masuk atau LS_Limit_Switch_Atas.
- Standar Penamaan: Gunakan format yang konsisten, misalnya Prefix_Lokasi_Fungsi. Contoh: IN_Panel_StartPB (Input dari Panel, Tombol Start).
- CamelCase atau Snake_case: Pilih salah satu dan konsistenlah. Contoh: MotorPompaUtama atau motor_pompa_utama.
- Pisahkan Logika Berdasarkan Fungsi
Jangan menumpuk semua logika dalam satu Main Routine yang sangat panjang. Ini adalah kesalahan pemula yang paling umum. Programmer luar negeri biasanya membagi program menjadi “Sub-Routine” atau modul kecil.
Sistem Rak Berkas: Bayangkan programmu adalah lemari arsip. Pisahkan berdasarkan fungsi:
- Routine Input: Khusus untuk merapikan sinyal dari sensor fisik.
- Routine Alarm/Safety: Khusus untuk logika proteksi.
- Routine Auto/Manual: Logika pergerakan mesin.
- Routine Output: Jalur terakhir sebelum menyalakan aktuator.
Manfaatnya: Jika ada masalah di bagian pompa, kamu cukup buka folder “Pompa”, tidak perlu scrolling ribuan baris.
- Dokumentasikan Setiap Rung dengan Jelas
Dokumentasi bukan cuma soal “apa” yang dilakukan rung itu, tapi “mengapa” logika itu dibuat seperti itu.
Rung Comments: Setiap rung atau kelompok rung harus punya komentar.
- Buruk: “Menyalakan motor.” (Sudah jelas dari gambarnya).
- Bagus: “Menyalakan Motor Konveyor jika sensor A aktif DAN pintu pengaman tertutup.”
Revisi Log: Jika kamu mengubah program milik orang lain (atau milikmu sendiri), tambahkan catatan kecil: “Tgl 23/02/2026 – Tambah delay 2 detik agar botol tidak tumpah.
Kesimpulan: Memahami Cara Membuat Ladder Diagram PLC dengan Mudah
Membuat Ladder Diagram itu seperti membangun jembatan antara dunia digital (software) dan dunia fisik (mesin). Dengan mengikuti langkah-langkah yang terstruktur mulai dari menentukan tujuan, memetakan I/O, hingga menambahkan sistem safety kamu akan menghasilkan program yang tidak hanya berfungsi, tapi juga aman dan mudah dirawat.
Ingat: Program yang bagus adalah program yang bisa dibaca oleh teknisi paling junior sekalipun tanpa harus bertanya padamu.